

-
-
-
-
Штемпелювання
У поліграфії залежно від того, яким чином забезпечується розподіл поверхні друкуючої форми на друкуючі і пробільні елементи, розрізняють види друку; до основних видів відносять високе і глибоке друкування. При нанесенні матеріалів штемпелюванням використовують високе друкування.
Для високого друкування характерні такі ознаки:
1) Всі друкувальні елементи лежать у одній площині, більш високо, ніж дно пробільних елементів.
2) Розміри друкувальних елементів різні (вони більше для темних ділянок відбитку).
3) Глибина пробільних ділянок різна (вона більше для світлих ділянок).
4) Товщина шару фарби на всіх друкувальних елементах і, відповідно, на відбитку однакова.
Для нанесення паяльних паст, флюсів і клеїв штемпелюванням кожний елемент рисунка, який необхідно нанести, формують у вигляді набору голок (пуансонів). Їх послідовно занурюють у матеріал, що наноситься, і потім переносять на ДП (підкладку).
Технологічний процес трафаретного друкування
Від обладнання для друкування залежить ряд параметрів:
-
кут атаки ракеля (звичайно 30 ° - 60 °);
-
твердість ракеля;
-
форма краю ракеля;
-
тиск ракеля;
-
швидкість руху ракеля;
- відстань між ДП та трафаретом (або швидкість повернення трафарету у початковий стан);
-
розташування допоміжного ножа для подачі пасти в зону копіювального шару;
-
паралельність ракеля, трафарету і ДП;
-
кількість пасти на ДП.
Чим вища якість трафаретів, тим вища якість друкування при більш широкому діапазоні значень параметрів обладнання. Якість друкування визначається найпростішим принципом - продавленням рідкої речовини крізь відкриті місця трафарету. На якість друкування значний вплив чинять реологічні властивості пасти (її поведінка з точки зору течії). В свою чергу, реологія визначається в'язкістю і поверхневим натягом, а також залежністю цих властивостей від прикладених зусиль та часу. Обидві властивості визначаються міжатомними взаємодіями всередині матеріалу. В'язкість розглядається як опір руху одного шару відносно іншого, поверхневий натяг виникає при нерівних зусиллях на межі між двома матеріалами. Ці параметри регулюють різними добавками, особливо поверхнево-активних речовин (ПАР).
Конструкції ракелів, що використовуються, наведені на рис 3.5.
Ракель заточують під кутом 90 °, працюють при куті 30 - 60 ° при тупому або гострому лезі.
Настроювання та друкування виконується в три стадії:
- наладка трафарету;
- початкове установлення параметрів обладнання трафаретного друкування;
-
регулювання у процесі друкування.
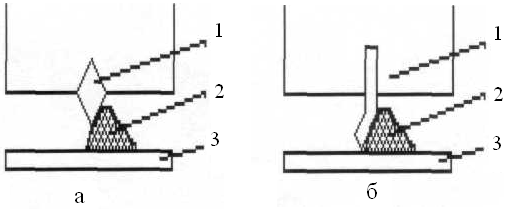
Рис.3.5. Конструкція ракеля:
а - для ТМП, паяльних паст; б - для ГІС;
1 - ракель; 2 - паста; 3 - плата
Сполучення рисунка з ДП виконується візуально і з використанням реперних точок і знаків, а також за допомогою нанесення на прозору плівку.
Швидкість переміщення ракеля 150-500 мм/с. Перші декілька відбитків звичайно "пробні", за ним всі параметри встановлюють на оптимальному (мінімальному) рівні. Точне положення трафарету регулюється мікрометричними гвинтами, після регулювання положення гвинтів повинне бути зафіксованим.
Ракель може наносити пасту при прямому та при зворотному ході або тільки при прямому. Для повернення пасти використовують інший (додатковий) ніж з металу або пластика, розміщений над сіткою.
Високопродуктивні і прості процеси трафаретного друкування знаходять все більш широке використання у виробництві ЕА.
Завдання на самостійну роботу
-
Вивчити фізичні основи виконання трафаретного друкування, технологічні процеси (ТП), операції (ТО) і переходи (ТПр) виготовлення трафаретних форм, нанесення паст, фарб тощо, засоби технологічного оснащення (ЗТО).
-
Вивчити основні параметри, які впливають на якість проведення ТО ТПр).
-
Підготувати відповідь на контрольне запитання.
-
Оформити звіт.
Порядок виконання роботи
-
Ознайомитися з ТП.
-
Проаналізувати креслення вузла ЕА, зробити ескіз збирального креслення, і вказати на ньому місця обробки трафаретним друкуванням згідно з ТП.
3. Синтезувати маршрутну карту (МК) на проведення ТО трафаретного друкування, вказавши типи ЗТО, пристосувань, інструмента.
Зміст звіту
-
Ескіз збирального креслення вузла з вказівками щодо виду обробки.
-
Маршрутна карта на усі ТО і ТПр трафаретного друкування з позначенням ЗТО.
-
Аналіз послідовності виконання ТО (ТПр).
-
Відповідь на контрольне запитання.
-
Висновки по роботі.
Контрольні запитання
-
Охарактеризуйте види друку: високий, глибокий, плоский.
2. Копіювальні шари: основні вимоги, використовані матеріали, технологія використання.
3. Паяльні (припайні або лудильні) пасти, їхня роль, достоінства, складові композиції, основні властивості та вимоги.
4. Методи нанесення паяльних паст, метод трафаретного друкування.
5. Особливості трафаретного друкування для ДП.
6. Трафарети прямі, посередні, комбіновані, основні параметри.
7. Параметри, що визначають ТП трафаретного друкування.
8. Охарактеризуйте процес використання дозатора для клею та компаундів і для нанесення паяльних паст.
Література
-
Гребенкина В. Г, Доброер B.C., Панов Л.И., Тризна Ю.Л. Толстопленочная микроэлектроника.- К.: — Наук. думка, 1983.- 286 с.
-
Монтаж на поверхность: Технология. Контроль качества /
В. Н.Григорьев, А. А. Казаков и др.; Под ред. И.О. Шурчкова.- М.: Изд-во стандартов, 1991 .-184 с.