

I.Газокислородная резка;
П. Дуговая резка:
1)Резка угольными и металлическими электродами;
2)Воздушно дуговая резка;
3)Кислородно-дуговая резка;
4)Резка плазменной дугой.
Наиболее распространенной па практике является газо-кислородная резка (ГКР). Она основана на способности металла, нагретого газо-кислородным пламенем до температуры воспламенения, сгорать в струе чистого, так называемого, режущего кислорода. ГКР происходит следующим образом. После того, как разрезаемый металл нагреется подогревательным пламенем до температуры воспламенения (на что затрачивается в зависимости от толщины материала (время t=5-40с), подается струя кислорода и металл зажигается. При горении выделяется значительное количество тепла, которое распространяется вглубь металла и подогревает нижележащие слои до воспламенения. Жидкие оксиды, образующиеся при сварке, выдуваются из полости реза режущим кислородом.
Обычная ГКР производится ручным, полуавтоматическим и автоматическим способами.
Ручными резками разрезается сталь толщиной s = 6-300 мм со скоростью V=800мм/мин. Специальными резаками разрезается более толстая сталь.
ГКР в основном подвергаются только углеродистые и низколегированные стали, содержащие С<0,7%. Стали с большим содержанием углерода, а также высоколегированные стали, чугуны, цветные металлы и их сплавы режутся кислородно-флюсовой резкой. При ней в зону резки вместе с режущим кислородом подается порошкообразный флюс. Им в большинстве случаев является железный порошок, который при сгорании вызывает дополнительное выделение тепла и разжижает тугоплавкие оксиды.
При ГКР используется не только ацетиле, но и другие газы: природный и нефтяной газы, водород, а также горючие жидкости керосин и бензин.
Для кислородной резки необходимо, чтобы металл удовлетворял следующим основным требованиям:
1) Температура воспламенения металла должна быть ниже температуры его плавления;
2) Температура плавления оксидов металла должна быть ниже температуры плавления самого металла;
3) При горении металла должно выделяться достаточное количество тепла, необходимого для нагрева нижележащих слоев до температуры воспламенения;
4) Теплопроводность металла не должна быть слишком высокой;
5) Оксиды металла, образующиеся при резке, должны быть достаточно жидкотекучими и легко выдуваться из полости реза.
7.12 Контроль качества сварки
Дефекты сварных соединений при дуговой и газовой сварке:
I. Наружные:
1)Неравномерность поперечного сечения по длине швов;
2)Незаплавленные кратеры;
3)Подрезы основного металла;
4) Наружные трещины;
5) Открытые поры и др.;
П. Внутренние:
1)Непровар кромки пли несплавление отдельных слоев при многослойной сварке;
2) Внутренние поры и трещины;
З) Шлаковые включения т п.
Дефекты при контактной точечной и шовной сварке:
I. Наружные:
1) Большие вмятины в основном металле, ослабляющие места сварки;
2) Прожоги и выплески металла;
П. Внутренние:
1) Трещины;
2) Поры и др.
Дефекты в сварных соединениях образуются по разным причинам. При дуговой и газовой сварках сечение швов будет неравномерным, если нарушен режим сварки. Причинами подрезов с большинстве случаев является большой ток и большая мощность сварочной горелки.
Основной причинной образования пор в сварных швах является насыщенность их водородом, азотом и другими газами, проникающим в шов при сварке электродами с отсыревшими покрытиями, при наличия оксидов или других загрязнений на кромках свариваемого металла.
Трещины и непровары являются наиболее опасными дефектами сварных соединений. Трещины образуются при сварке сталей с повышенным содержанием углерода или легирующих примесей, завышенном содержании серы или фосфора в металле шва и пр.
Причинами непроваров может быть малая величина тока пли недостаточная мощность, низкая квалификация сварщика, неправильная технология сборки и сварки.
Основными видами контроля качества сварных соединений являются:
-
Испытание сварных швов на плотность (для сосудов);
2) Механические испытания металла шва и сварных соединений (на образцах);
3) Металлографические исследования и просвечивание швов рентгеновскими и гамма-лучами;
4) Ультразвуковой и магнитный методы контроля.
7.13 Условное обозначение швов сварных и паяных соединений
I.Сварные соединения:
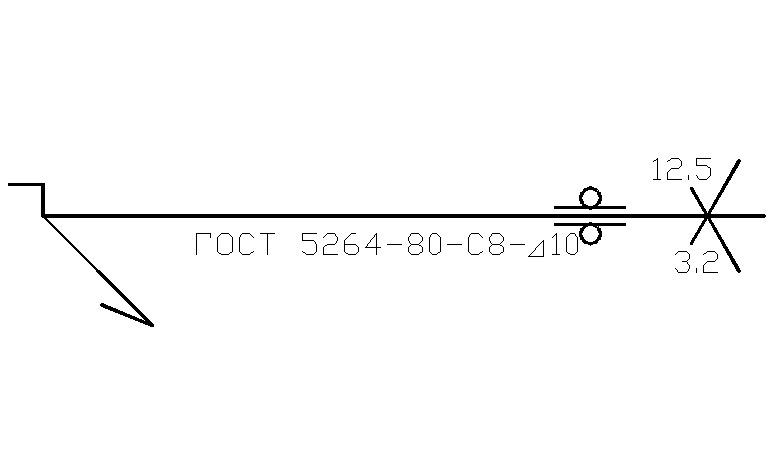
1) Пример условного обозначения сварного шва стыкового соединения с криволинейным скосом одной кромки двухстороннего, выполненного электродуговой ручной сваркой при монтаже изделия, усиление снято с обеих сторон, катет не более 10 мм:
а) лицевая сторона:
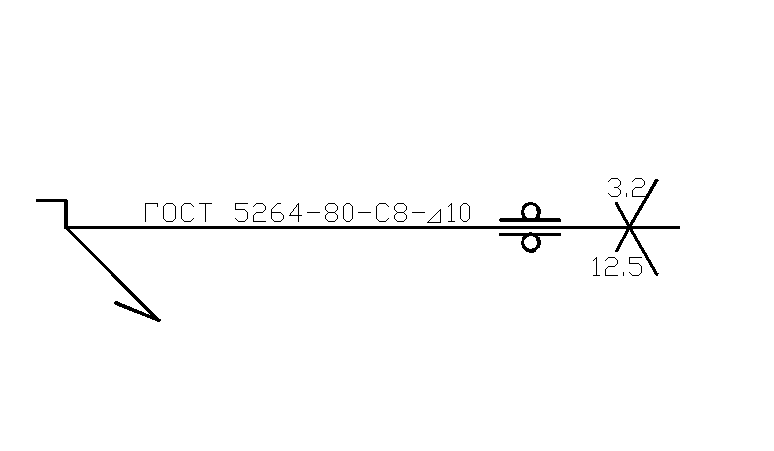

б) оборотная сторона
![]()
-
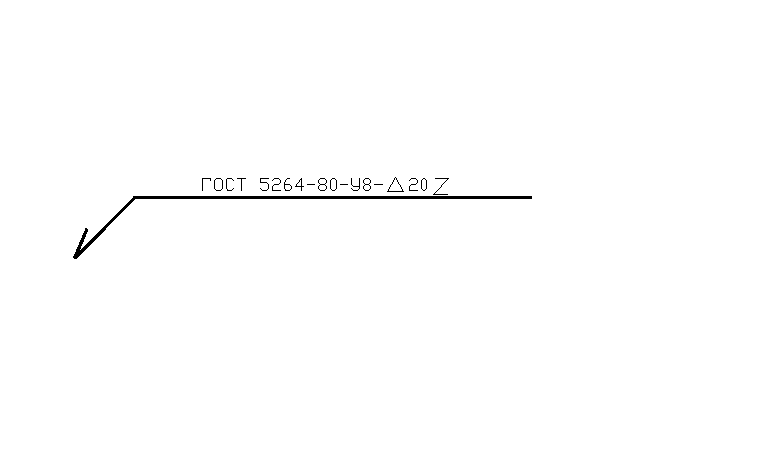
Пример условного обозначения сварного прерывистого шва узлового соединения У8 с прямолинейным скосом двух кромок двустороненнего, выполненного электродуговой сваркой, катет не более 20 мм:
II. Паяные соединения:
-
Пример условного обозначения паяного шва соединений внахлестку ПН-1, толщиной 0,05мм, шириной 10мм и длиной шва 150мм по
незамкнутой линии: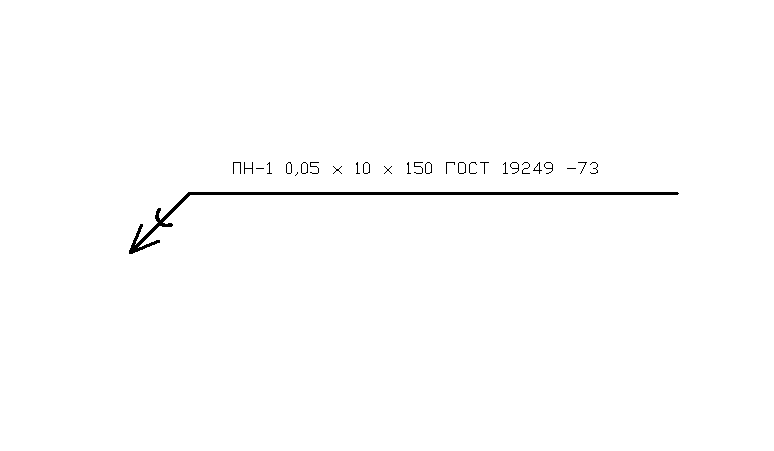
-
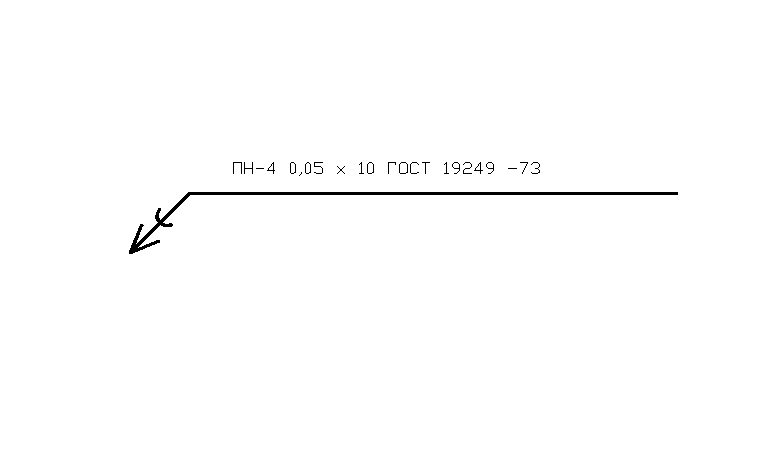
Пример условного обозначения паяного шва телескопического соединения ПН-4 толщиной 0,05мм, шириной 10мм, по замкнутой линии:
Лекция 8 Технология обработки заготовки и деталей резанием
8.1 Общие сведения
Обработка КМ резанием – процесс отделения режущими инструментами слоя материала с заготовки для получения детали нужной формы, заданных размеров и шероховатости поверхностей. Только ОМР обеспечивает высокую (классную) точность размеров и низкую шероховатость поверхностей.
ОМР определяет качество изготовляемых машин, их точность, долговечность, а также надежность и стоимость. Доля ОМР в машиностроении и самолетостроении достигает 30-50% общей трудоемкости изготовления машин.
Основные типы металлических заготовок:
-
Отливки из чугуна, стали и цветных сплавов;
-
Поковки и штамповки из стали и цветных сплавов;
-
Сортовой прокат из стали и цветных сплавов.
Припуск – слой металла удаляемый с заготовки при обработке.
Виды движений в металлорежущих станках подразделяются следующим образом:
-
Рабочие (движения резания):
а) главное:
-
вращательное;
-
прямолинейное (возвратно – поступательное);
б) движение подачи:
-
непрерывное;
-
прерывистое;
Установочные (настроечные);
Вспомогательные (быстрое перемещение рабочих органов, переключение скоростей резания и подач и др.)
Основными ТМ ОМР являются:
-
Точение (токарные, карусельные, револьверные и расточные станки, токарные автоматы и полуавтоматы и др.):
обработка цилиндрических, конических и фасонных внешних и внутренних, а также торцовых поверхностей;
нарезание резьб;
затылование и др.;
II. Сверление (сверлильные, токарные, револьверные, расточные, фрезерные и многоцелевые станки, токарные автоматы и полуавтоматы и др.):
-
сверление и расверливание отверстий;
-
высверливание отверстий и окон
-
зенкерование;
-
развертывание;
-
зенкование;
-
цекование;
-
нарезание резьбы и др.;
III.Фрезерование (фрезерные, расточные и многоцелевые станки и др.):
-
фрезерование плоскостей, криволинейных поверхностей, уступов, пазов и др.;
-
нарезание зубьев, спиралей, шлицев и др.
IV.Строгание (поперечно – строгальные, продольно – строгальные и долбежные станки):
-
обработка плоскостей, фасонных поверхностей, уступов, пазов и др.;
-
строгание зубьев и др.;
V.Протягивание (горизонтально- протяжные и вертикально – протяжные станки):
-
протягивание классных отверстий, многогранников и пазов;
-
упрочнение поверхностей;
VI.Шлифование (плоскошлифовальные, круглошлифовальные, внутришлифовальные, бесцентрошлифоальные, шлицешлифовальные, оптикошлифовальные, зубошлифовальные и резьбошлифовальные станки и др.):
-
круглое внешнее шлифование;
-
плоское шлифование;
-
внутреннее шлифование;
-
профильное шлифование.
- зубошлифование;
- резьбошлифование и др.
8.2 Классификация и нормы точности станков
Металлорежущие станки в соответствии с видами обработки делятся на десять групп. Каждая группа подразделяется на десять типов, а каждый тип на десять типоразмеров:
I.Группы станков определяются технологическим назначением станка:
-
токарные;
-
сверлильные и т.д.;
Типы:
-
Расположением рабочих органов:
-
бесцентровошлифовальные;
-
внутришлифовальные и др.;
-
Количеством главных рабочих органов:
-
одношпиндельные;
-
многошпиндельные;
3)Степенью автоматизации:
-
автомат;
-
полуавтомат и т п.;
II. По степени специализации станки подразделяются:
-
Универсальные общего назначения;
-
Специализированные;
-
Специальные;
-
Широкоуниверсальные;