

Руководство мостовому мастеру
.pdfПри замене охранных брусьев на одной из дистанций пути применили оригинальный способ разметки отверстий, через которые новые охранные брусья скрепляются с мостовыми при помощи кернов. Керны (рис.2.19) устанавливаются в существующие отверстия мостовых брусьев, сверху укладывается, новый охранный брус и по нему ударяют, кувалдой. По полученным отпечаткам в брусе сверлят отверстия под болты.
Рис. 2.19. Схема разметки охранного бруса:
I - мостовой брус; 2 - керн, установленный в мостовом брусе; 3 - охранный брус
Керн представляет собой планку 100x50x10 мм, в середине планки просверлено отверстие, в которое вварен стержень длиной 80 мм и диаметром 22 мм. Один конец стержня заточен на конус и выступает из планки на 10 мм, другой конец выступает из планки на 60 мм. При длине охранного бруса 6,5 м для разметки требуется 19 кернов.
Вохранных брусьях под шайбами болтов иногда образуются вмятины глубиной до 2 - 3 см.
Врезультате брусья приходится ремонтировать или заменять. Для продления срока их службы под металлические шайбы укладывают резиновые шайбы диаметром 84 мм и толщиной 8 мм (рис.2.20). Такие шайбы полезно устанавливать и под металлические шайбы лапчатых болтов.
161

Рис.2.20. Схема укладки резиновой шайбы: I - болт; 2 - гайка; 3 - металлическая шайба; 4 - резиновая шайба; 5 - охранный брус
2.4.3 Сплошная замена мостового полотна
Полная замена, пришедшего в негодность традиционного деревянного мостового полотна, производится аналогично замене одиночного бруса без разрыва колеи, как было описано ранее. Но, при этом, одновременно заменяют до 7 - 8 брусьев. Это достаточно трудоемкий и практически не механизированный процесс в настоящее время почти не применяется т.к. сейчас существуют ряд высокомеханизированных технологий сплошной замены мостового полотна на деревянных брусьях, как новым мостовым полотном на деревянных брусьях, так и мостовым полотном на железобетонных плитах. Эти высокомеханизированные технологии имеют общую структуру, осуществляются с разрывом рельсовой колеи, складываются из одних и тех же основных технологических операций: изготовление на базе звеньев мостового полотна, разборка старого полотна, ремонт верхних поясов и связей продольных балок и укладка звеньев нового мостового полотна. Основаны эти технологии на применении существующей путеукладочной техники и отличаются друг от друга, в основном, способами разборки старого и укладки нового мостового полотна и типом применяемого оборудования.
Темп замены мостового полотна на деревянных брусьях по технологии ПКТБ ЦП МПС составляет в среднем 50 м/ч, а с устройством мостового полотна на железобетонных плитах - 25 м/ч.
Изготовление звеньев нового мостового полотна на деревянных брусьях
162
осуществляется на производственных базах, каждый брус обрабатывается индивидуально по размерам, заданным проектом сплошной замены мостового полотна. Общая сборка звеньев мостового полотна с учетом месторасположения конкретного мостового бруса осуществляется на сборочных стендах с помощью кранового оборудования и электроинструмента. На этих же стендах, возможно, также собирать звенья мостового полотна на железобетонных плитах.
Наиболее совершенной технологией разборки и укладки мостового полотна является технология, разработанная Проектно-технологическим конструкторским бюро Департамента пути и сооружений МПС РФ. Сущность ее заключается в том, что для уборки и укладки звеньев мостового полотна применяются путеукладочные поезда, состоящие из путеукладочного крана и роликовых платформ, переоборудованных для работы со звеньями мостового полотна. Переоборудование заключается в том, что транспортирование звена мостового полотна шириной 3250 мм через путеукладочный кран, рассчитанный на работы со звеньями путевой решетки шириной 2700 мм, осуществляется специальной траверсой в наклонном положении под углом 41 - 42° к горизонту (рис.2.21). Стрела путеукладочного крана усиливается и устанавливается симметрично по отношению к платформе крана, имея одинаковый вылет от концов платформы. Звенья мостового полотна располагаются и транспортируются на беспортальных роликовых платформах по одному. Для работы со звеньями мостового полотна на деревянных брусьях длиной 12,5 м используется кран УК-25/9 с усиленной стрелой и поворотной траверсой грузоподъемностью 10 т, а для работы со звеньями мостового полотна на железобетонных плитах длиной 12,5 м - кран УК-25/9-18 с усиленной стрелой и поворотной траверсой грузоподъемностью 20 т.
Механизированный технологический процесс замены мостового полотна осуществляется двумя рабочими поездами: разборочным в составе модернизированного путеукладочного крана и порожних беспортальных роликовых платформ и укладочным, в составе модернизированного путеукладочного крана и
163

беспортальные роликовые платформы, загруженные новыми звеньями мостового полотна. Количество платформ зависит от количества звеньев мостового полотна.
164
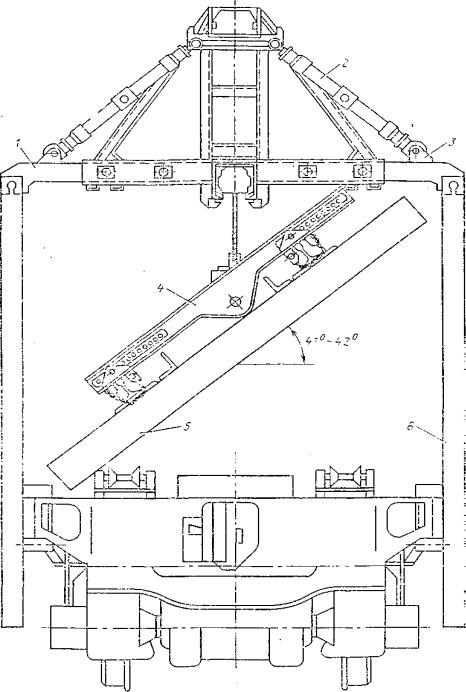
Рис. 2.21. Транспортирование звена через портал крана:
I - откидная консоль; 2 - винтовые регулируемые подкосы; 3 - проушины; 4 - траверса; 5 - звено мостового полотна; б - портал укладочного крана
Заменяемое мостовое полотно разбирают путеукладочным краном, находящимся в составе движущегося назад поезда. После перестроповки, в результате которой звено, повернутое вокруг продольной оси на 41°- 42° пропускают
165
через кран и опускают на ближайшую платформу. После расстроповки звено по роликам перемещают в конец поезда. Темп разборки достаточно высок и определяется подготовленностью звена к уборке.
Цикл укладки нового полотна на деревянных брусьях аналогичен разборочному, но производится в обратном порядке. Скорость укладки звеньев обуславливается темпом работ по закреплению звена на пролетном строении, предусмотренным проектом количеством лапчатых болтов или шпилек. При укладке мостового полотна на железобетонных плитах предварительно в горизонтальных полках верхних поясов сверлят отверстия под шпильки, а на пояса укладывают деревянные прокладки и арматурные сетки.
Разборку и укладку звеньев мостового полотна на деревянных брусьях возможно осуществлять путеукладочными кранами без усиленной стрелы и поворотной траверсы. Разборка, в этом случае, производится звеньями длиной до 12,5 м. Краном снимается звено и транспортируется на стреле до места разгрузки, например, до ближайшей станции. Затем кран возвращается за следующим звеном и так далее. Разборка полотна может производиться с погрузкой его элементов на платформу крана. При этом полотно разрезают на звенья длиной не более 2,7 м, поднимают краном, разворачивают на 90° и грузят на платформу крана. Укладка новых звеньев длиной 12,5 м осуществляется челночным способом, при котором кран после укладки транспортируемого на стреле звена мостового полотна возвращается к временно оборудованной базе за следующим звеном и так далее.
Мостовое полотно на железобетонных плитах можно укладывать консольными кранами ГЭК-80 или ГЭПК-130 звеньями длиной 25 м. При этом звено от места сборки транспортируется на стреле крана. В одно окно, как правило, консольным краном укладывают одно звено.
Для сплошной замены деревянного мостового полотна должны быть разработаны проекты для каждого конкретного сооружения и рабочие технологические процессы с учетом местных особенностей и конкретных условий. При
166
разработке проекта и технологических процессов следует руководствоваться Правилами и технологией сплошной замены мостовых брусьев в которых даны рекомендации по четырем технологическим процессам:
•процесс № I - сплошная замена мостовых брусьев группами подряд без разрыва рельсовой колеи с подъемкой мостового полотна над поясами продольных балок (ферм) домкратами;
•процесс № 2 - сплошная замена мостовых брусьев группами подряд
сразрывом рельсовой колеи;
•процесс № 3 - сплошная замена мостового полотна звеньями путеукладочными кранами;
•процесс № 4 - сплошная замена мостовых брусьев на безбаллаcтное мостовое полотно путеукладочными кранами.
До сплошной замены мостового полотна на деревянных брусьях следует выполнить ряд подготовительных работ.
На мосту, который будет ремонтироваться, с каждой стороны пути должны быть устроены (если их нет) боковые раздельные тротуары в пониженном уровне с деревянным или железобетонным настилом и с постоянным перильным ограждением. Если тротуары сделаны на длинных мостовых брусьях, то следует устроить раздельные тротуары с каждой стороны пути и в пониженном уровне, а все длинные брусья затем опилить до длины коротких брусьев.
На мостах, где нет тротуаров и перил (мосты на перегонах при длине до 25 м и высоте до 3 м), следует устраивать с обеих сторон подвесные подмости.
При необходимости следует отремонтировать пояса продольных балок проезжей части металлических пролетных строений и верхние связи между этими балками.
По согласованию с ЦП МПС при плановой замене мостовых брусьев на сварных сплошностенчатых пролетных строениях для уменьшения кручения верхних поясов рекомендуется вводить между брусьями и верхними поясами продольных балок центрирующие прокладки шириной 240…300 мм (рис. 2.22).
167
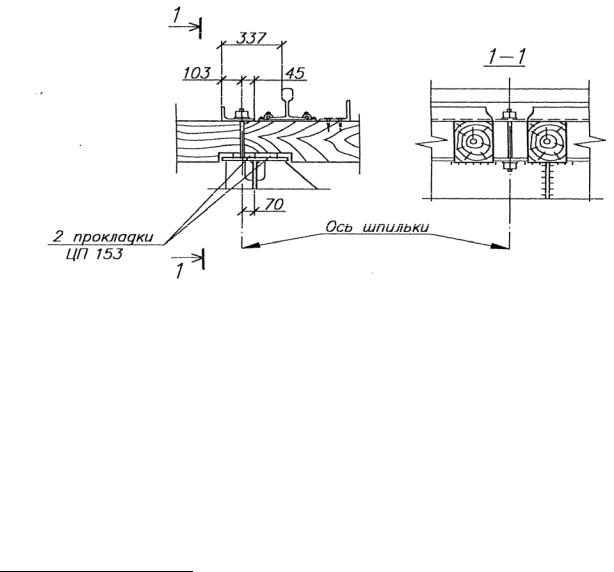
В качестве центрирующих прокладок можно использовать две резиновые прокладки ЦП 153 шириной 2х145=290 мм, уложенные поперек каждого бруса и прикрепление к нему гвоздями. Брусья в этом случае крепятся костылями к охранным уголкам, которые соединяются с поясами обычными болтами, пропущенными в промежутках между брусьями через один просвет.
Для уменьшения динамического воздействия на пролетные строения рекомендуется производить укладку бесстыкового пути в соответствии с Техническими условиями на укладку и содержание бесстыкового пути19 и специальными указаниями.
Рис.2.22. Деталь центрированного крепления поперечины к поясу
При сплошной замене мостовых брусьев по технологическим процессам 2 и 3 самыми трудоемкими операциями являются очистка и окраска верхних поясов продольных балок и связей и составляют 50% от общих затрат труда. В технологических процессах № I и 2 трудоемкость этих операций составляет от 12 до 15 %. На верхних поясах продольных балок, как правило, образуется плотный, толстый слой ржавчины, которая трудно поддается очистке электро-
19 Технические указания по устройству, укладке и содержанию бесстыкового пути, 1992 г.
168

щётками, которыми обычно пользуются для этих работ.
Применение гидропескоструйного способа очистки при давлении воды 15 - 40 МПа или термопескоструйного способа значительно уменьшает время очистки, повышает ее качество и снижает трудоемкость работы.
Заменой мостового полотна по технологическим процессам № I и № 2 на мостах длиной до 50 м должен руководить старший дорожный или мостовой мастер. На мостах длиной более 50 м - начальник дистанции пути или его заместитель. Работами по технологическому процессу № 3 и № 4 во всех случаях руководит начальник дистанции пути или его заместитель.
2.5 Ремонт металлических пролетных строений
Наиболее распространенными работами по ремонту металлических пролетных строений являются работы по предупреждению коррозии металла (окрасочные работы), по замене дефектных заклепок, по замене и подтяжке высокопрочных болтов в болтовых соединениях, по ремонту сварных соединений и сварных швов, по перекрытию местных повреждений металла накладками, по замене отдельных деталей и элементов конструкции, пришедших в негодность.
При ремонте клепаных металлоконструкций для замены дефектных заклепок, прикрепления новых деталей используются высокопрочные болты. Клепка потеряла свое значение и практически не применяется. Ремонт сварных мостовых конструкций может осуществляться как с помощью высокопрочных болтов, так и с помощью сварки. Однако проектирование ремонта сварных мостовых конструкций и производство самого ремонта методами сварки должны производиться только организациями, имеющими лицензию на этот вид деятельности.
2.5.I Замена слабых и дефектных заклепок20
Наиболее часто расстраиваются заклепки в прикреплениях и пересече-
20 Правила и технология работ по текущему содержанию искусственных сооружений, 1979 г.
169

ниях элементов главных ферм, работающих на знакопеременные нагрузки, в прикреплениях продольных балок к поперечным, в вертикальных полках верхних поясных уголков продольных балок, а также главных балок и ферм при опирании мостовых брусьев непосредственно на пояса.
Слабые и другие дефектные заклепки следует заменять высокопрочными болтами.
Замену слабых и дефектных заклепок ведут в промежутках между поездами и без ограничения скорости движения.
В прикреплении, имеющем менее десяти заклепок, допускается одновременно удалять не более одной заклепки, а в прикреплении с большим количеством заклепок — не более 10% общего числа заклепок данного прикрепления. Возможность удаления большего числа заклепок должна быть подтверждена расчетом.
Во избежание расстройства соседних заклепок, деформации заклепочных отверстий и повреждений основного металла дефектные заклепки рекомендуется удалять путем газовой срезки заклепочных головок (не допуская нагрева основного металла) или высверливать пустотелым сверлом (рис.2.23).
Работы выполняют в следующем порядке.
-удаляют заклепку;
-освободившееся отверстие прочищают рейбером или рассверливают до нужного диаметра (при необходимости);
-снимают вокруг отверстия наслоения краски, ржавчину, грязь, протирают растворителем места жировых загрязнений;
-устанавливают и полностью затягивают высокопрочный болт. Далее удаляют следующую заклепку, и цикл работ повторяют.
Существуют следующие способы удаления заклепок.
В оголовке удаляемой заклепки просверливают отверстие диаметром на 4 - 5 мм меньше диаметра стержня и глубиной на 1-3 мм больше ее высоты
170