9. Относительный сдвиг
Степень пластической деформации при превращении срезаемого слоя в стружку характеризуется относительным сдвигом. До деформации элемент металла толщиной
ΔX имеет форму прямоугольника АВСД.

Под действием силы Р наружный слой металла сдвигается в положение В1С1. Величина
Δ
 S
= В1В
= С1С
– называется абсолютным сдвигом, а
отношение абсолютного сдвига к толщине
деформированного слоя ΔX
называется относительным сдвигом. Е =
S/X
S
= В1В
= С1С
– называется абсолютным сдвигом, а
отношение абсолютного сдвига к толщине
деформированного слоя ΔX
называется относительным сдвигом. Е =
S/X
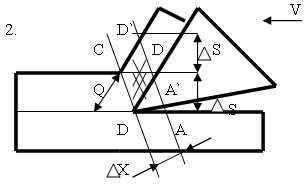

Определим величину относительного сдвига при резании металла.
В положении 1 параллелограмм АВСД относится к срезаемому слою
В положении 2 параллелограмм относится к элементу стружки.
 Из
точки С опускаем перпендикуляр СК
Из
точки С опускаем перпендикуляр СК
ΔDD΄ = ΔS = DK + D΄K; CK = ΔX;
Из ΔСКD: KD = CK ctg Q = ΔX ctg Q;
Из ΔD΄KC: KD΄ = CK tg (Q – Y) = ΔX tg (Q – Y)
ΔS = KD +KD΄ = ΔX (ctg Q + tg (Q – Y))
E= ΔS / ΔX = ctg Q + tg (Q – Y)
Из уравнения видно, что увеличение Y и Q приводит к уменьшению относительного сдвига.
10. Образование текстуры при резании металлов.
Пластическая деформация металла вызывает в ней появление в ней текстуры, то есть определенным образом ориентированных зерен.
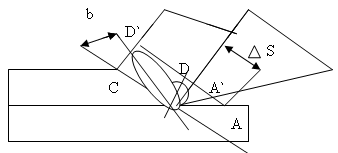
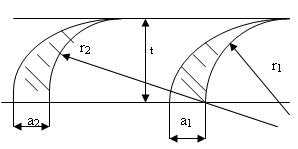
Выделим из срезаемого слоя зерно в виде окружности до сдвига. В результате сдвига окружность превращается в эллипс. b – угол текстуры между плоскостью сдвига и осью зерна. Чем больше степень пластической деформации, тем угол текстуры меньше. Зерно, находящееся около передней поверхности меняет свою текстуру, от сил трения на передней поверхности.
11. Усадка стружки
Внешним проявлением пластических деформаций в зоне стружкообразования выражается в усадке стружки. Форма и размеры стружки отличаются от формы и размеров срезаемого слоя. Длина стружки получается короче пути, пройденного резцом, а толщина стружки больше толщины срезаемого слоя.
Объем металла при превращении в стружку не изменяется. Объем срезаемого слоя V = aLв
Объем стружки V1 = a1L1в1; a1L1в1 = aLв
При в = в1: a1L1 = aL; a1/a = L/L1 отношение называется коэффициентом усадки стружки.
Ка= a1/a –коэффициент поперечной усадки стружки
Ке= L/L1 – коэффициент продольной усадки стружки.
Ке= Ка при в = в1 Ка= Ке 1 и изменяется от 1 до 8. Коэффициент усадки стружки характеризует напряженность процесса резания.
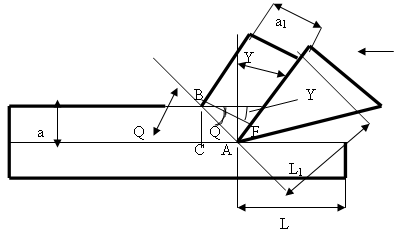
Из ΔАВС: АВ= ВС/ sin Q = a/sin Q
Из ΔАВF: BF/ cos (Q – Y) = a1/cos (Q – Y)
Ка = a1/a = cos (Q – Y)/sin Q
С уменьшением угла Q усадка стружки возрастает
С увеличением угла Y усадка стружки уменьшается.
12. Влияние режимов резания и срезаемого слоя на усадку стружки.
1. Влияние скорости резания
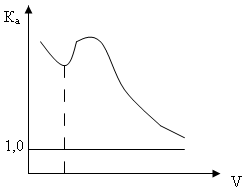
С увеличением скорости резания улучшаются пластические свойства материала
2. Влияние толщины срезаемого слоя

Чем больше толщина срезаемого слоя тем меньше величина вторичной деформации.
3. Влияние подачи

4. Влияние угла в плане

5. Влияние переднего угла

Следует: Ке= cos (Q-Y)/ sinQ , с увеличением Y увеличивается острота режущего клина.
6. Влияние радиуса скругления резца
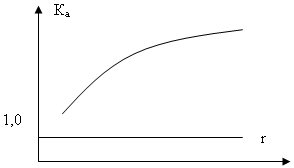
С увеличением r, уменьшается средняя толщина срезаемого слоя.
7.От глубины резания усадка не зависит, т. к. в=t/sin ч, а в = const.