

19.2 Зависимость износа от времени
Если износ происходит по задней и передней поверхности, то кривая износа задней поверхности, то кривая износа задней поверхности будет иметь вид.
1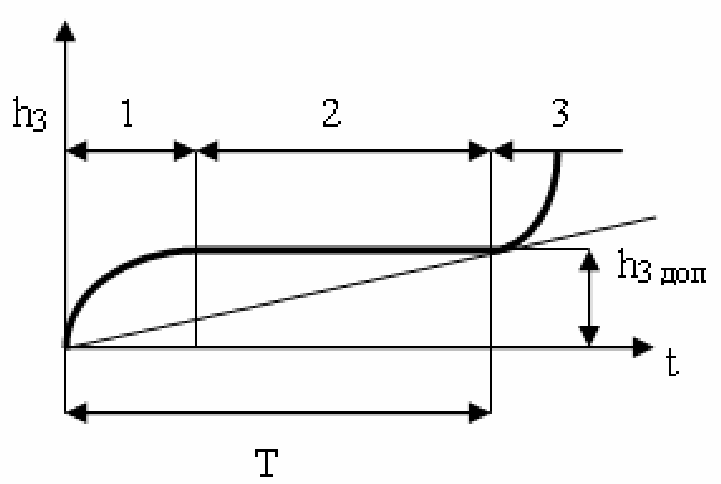 .
Зона – большая интенсивность износа.
.
Зона – большая интенсивность износа.
2. Зона – становившегося износа
3. Зона – катастрофического износа
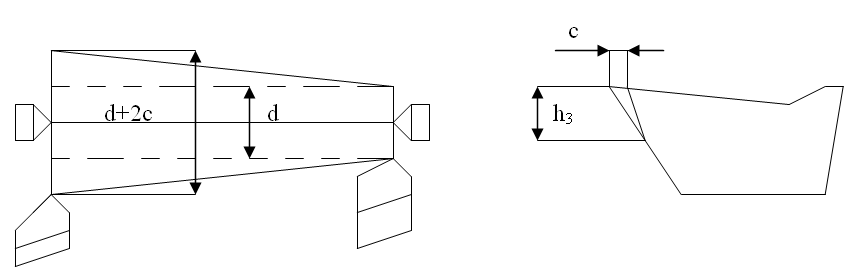
Если износ происходит преимущественно по задней поверхности, а износ по передней поверхности незначителен, кривая износа не имеет 2 зоны (рис а). Если износ происходит только по задней поверхности, кривая имеет вид (рис б)
Рис а Рис б

Стойкость инструмента T – время непрерывной работы инструмента до его затупления (между двумя переточками). Момент затупления инструмента устанавливают с помощью критерия износа. Под критерием износа затупления понимают сумму признаков, при которых работа инструментом должна быть прекращена. Используют два критерия: оптимальный критерий износа инструмента и критерий технологичного износа.
Допускаемый износ инструмента определяется, если провести касательную к кривой h3 доп , а время до достижения величины h3, является стойкостью – Т.
Критерий затупления инструмента принимается износ инструмента по задней поверхности. Для резцов h3= 1… 1,2 мм – при обработке углеродистой стали. При обработке жаропрочных сталей h3<0,5 мм. Под технологическим критерием износа понимается затупление инструмента, при котором не соблюдаются технологические условия на изготовление детали. Ограничивающими условиями затупления являются шероховатость поверхности, размеры детали. Инструмент еще не достиг допустимого износа, но его нужно снимать, т. к. не выдерживаются условия обработки.
Стойкость, связанная с изменением размеров детали называется размерной стойкостью. Время работы инструмента, при котором деталь не выходит из поля допуска называется размерной стойкостью.
19.3 Влияние различных факторов на стойкость инструмента
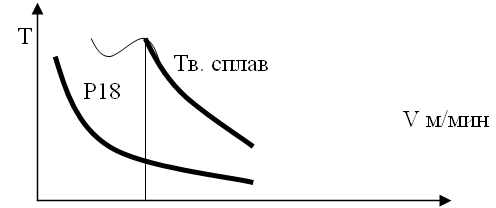
1. Скорость резания
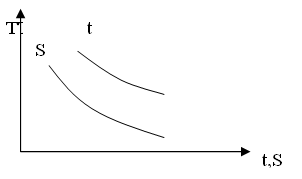
2.Влияние глубины резания и подачи.
3.Передний и задний углы

Увеличение переднего угла ведет к уменьшению интенсивности резания, усадки стружки. Наличие заднего угла ведет к уменьшению работы сил трения на задней поверхности. Дальнейшее увеличение углов приводит к уменьшению прочности.
4. Угол в плане.
С увеличением Ч уменьшается длина активной части режущей кромки.
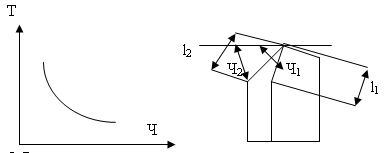
5. Радиус скругления резца
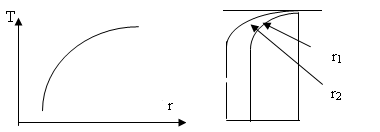
C увеличением r растет длина активной части режущей кромки, тем больше
стойкость инструмента.
6. С увеличением класса шероховатости контактных площадок инструмента увеличивается стойкость.
7. Применение СОЖ и СОВ увеличивает стойкость.
20. Силы, действующие на режущий клин инструмента
20.1 Напряжения, действующие в плоскости скалывания
Передняя и задняя поверхность режущего клина находятся в контакте с обрабатываемым металлом. На режущих поверхностях возникают силы, которые играют различную роль в процессе резания. Силы, действующие на передней поверхности, осуществляют процесс стружкообразования. Силы, действующие на задней поверхности влияют, на процесс износа инструмента, определяют состояние поверхностного слоя.
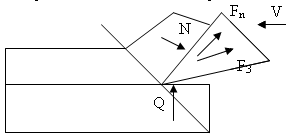
N – сила давления стружки на переднюю поверхность.
Зависит от а, Y, V
Q – упругое поле действия, зависит от длины режущей кромки (активной) и упругих свойств материала заготовки. Сила на процесс стружкообразования не влияет. Так как на передней и задней поверхностях имеются относительные перемещения, значит возникают силы трения Fn= MnN ; F3=M3Q.
Mn, M3 – коэффициенты трения резания, так как Vст = V/Kl
Kl – коэффициент продольной усадки стружки.
Рассмотрим схему сил действующих на передней поверхности инструмента.
N – нормальная сила. Точка приложения силы находится в пределах ширины контакта «с» стружки с передней поверхностью инструмента. Так как величина «с» мала, можно силу N перенести на режущую кромку (точка А).
F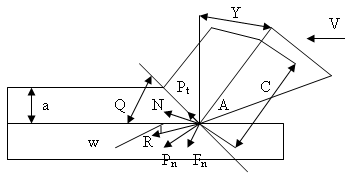 n
– сила
трения стружки.
n
– сила
трения стружки.
Силы Fn и N в сумме дают силу стружкообразования R – сила действия R = N + Fn
Угол w,который образует сила действия с вектором скорости резания называется углом действия. Угол действия, определяет направление действия силы стружкообразования относительно направления резания и является важным фактором, влияющие на процесс стружкообразования.
Для определения напряжений в плоскости сдвига, силу R необходимо разложить на составляющие R = Pt + Pn
Pt – сила сдвига; Pn– нормальная составляющая
Pt = R cos ( w+ Q)
Касательные напряжения в плоскости сдвига; t = Pt / fед ;
fед – площадь на которой происходит сдвиг металла
fед = ab /sin Q; t = R cos (w + Q) sin Q / ab
Pn – сжимающая сила создает гидростатическое сжатие.