

5. Формы передней поверхности инструмента
Формы передней поверхности инструмента связаны с прочностными характеристиками инструментальных материалов.
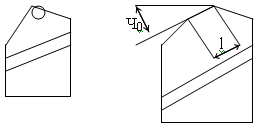
Форма 1.
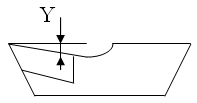 Плоская
с положительным передним углом Y.
Она применяется для инструментов,
изготовленных из быстрорежущих сталей,
а также для инструментов, оснащенных
твердым сплавом группы ВК.
Плоская
с положительным передним углом Y.
Она применяется для инструментов,
изготовленных из быстрорежущих сталей,
а также для инструментов, оснащенных
твердым сплавом группы ВК.
Форма 2.
Плоская, с отрицательной фаской, шириной f. Величина фаски f=0,1…0,5 мм.Y= 50-100. Фаска делается для упрочнения режущей кромки. Применяется для инструментов, изготовленных из твердого сплава группы ТК.
Схемы резания
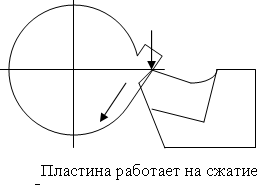

Твердые сплавы работают лучше на сжатие чем на изгиб.
Форма 3.
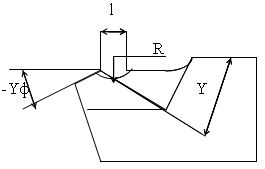 Криволинейная
с отрицательной фаской. Радиус R
делается для стружкозавивания. Применяется
для инструментов, оснащенных твердым
сплавом группы ТК и ВК. Применяется на
станках-автоматах. Недостаток:
нерационально используется твердый
сплав, уменьшается число переточек
Криволинейная
с отрицательной фаской. Радиус R
делается для стружкозавивания. Применяется
для инструментов, оснащенных твердым
сплавом группы ТК и ВК. Применяется на
станках-автоматах. Недостаток:
нерационально используется твердый
сплав, уменьшается число переточек
Форма 4
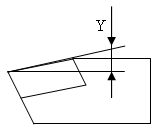
П лоская
с отрицательным передним углом. Эта
форма предназначена для резцов и фрез
при обработке твердых материалов с бв
80 кг/мм2.
лоская
с отрицательным передним углом. Эта
форма предназначена для резцов и фрез
при обработке твердых материалов с бв
80 кг/мм2.
6. Формы переходного лезвия резца
Переходное лезвие, сопрягающее главное и вспомогательное лезвие, очерчивают у резцов по окружности или по прямой. Если переходное лезвие выполнено по прямой, то оно образует переходной угол в плане Ч0. При дуговой форме переходного лезвия величина радиуса равна у резцов из быстрорежущей стали 1….5 мм., у твердосплавных 0,5...3 мм., величина переходного лезвия l0=0,3 мм.
7. Физические явления при резании металлов.
Превращение срезаемого слоя в стружку при резании является одной из разновидностей процесса деформации материала. Основным признаком пластической деформации является необратимое изменение формы тела под действием внешних сил без нарушения сплошности деформируемого тела. Большое внимание при исследовании процесса резания уделяется процессу стружкообразования, так как он предопределяет протекание процесса резания в целом. На осуществление процесса стружкообразования затрачивается более 90% работы резания, при стружкообразовании выделяется основная часть тепла. От этого процесса, главным образом, зависит тепловой режим и контактные нагрузки на рабочих поверхностях инструмента, а следовательно интенсивность и характер износа. Можно сказать, что почти все характеристики процесса резания зависят от процесса стружкообразования.
8. Деформирование металлов при резании. Схема образования стружки.
В некотором приближении процесс образования стружки при резании пластичного металла можно представить как последовательные сдвиги в некотором объеме. Рассмотрим диаграмму деформации пластичного металла при сдвиге, настроенную по экспериментальным данным в координатах «напряжения (t) – относительная деформация (Е)». На кривой точка А соответствует пределу текучести. Пластические деформации начинают совершаться после того, как напряжения в нем достигнут предела текучести. В пластической области основной особенностью является деформационное упрочнение (наклеп), то есть способность оказывать возрастающее сопротивление деформации при напряжениях, превосходящих предел текучести. Для достижения деформации Е1 необходимо увеличение касательных напряжений до величины t1. После снятия нагрузки в образце восстановятся упругие деформации, равные Еупр. Размеры образца изменятся на величину, соответствующую остаточной деформации Еост. Если образец вновь нагрузить, то диаграмма деформации будет начинаться в точке С, идти к точке В и далее к точке Д.
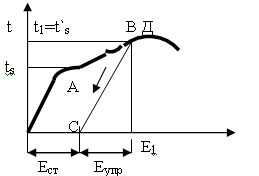
Таким образом область напряжений и деформаций,в котором выполняется закон Гука, расширяется, а величина предела текучести t΄s c участком упрочнения, вызванного предшествующей деформацией, повышается до величины t1 . t΄s ts
Рассмотрим схему зоны стружкообразования в сечении главной секущей плоскости при обработке пластических материалов.
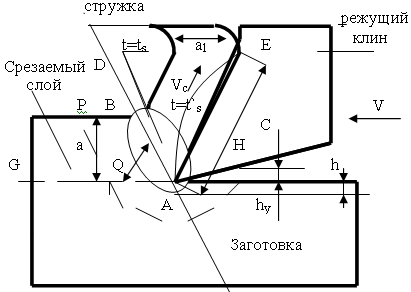
Режущий клин инструмента движется со скоростью V,деформирует срезаемый слой толщиной «а». Стружка толщиной «а» движется со скоростью Ve по передней поверхности инструмента, касаясь ее на участке длиной «с» и отрываясь от нее в точке «Е». АG – называется линией среза. В процессе резания зона стружкообразования перемещается вместе с режущим клином. Частицы срезаемого слоя проходят через зону деформирования и подвергаются последовательно нарастающим деформациям от нуля до некоторой предельной величины. Граница, где начинаются упругие деформации описывается линией РН. Напряжения в металл до линии РН равны нулю. На линии АВ начинается пластическое деформирование срезаемого слоя, которая является начальной границей зоны стружкообразования. Линия АС является конечной границей зоны стружкообразования, а линия ВС – наружной границей зоны стружкообразования. Пластическая деформация происходит в объеме АВСА. При реальных скоростях резания расстояние между линиями АВ и АС очень мало. Это дает право принять допущение, что процесс деформации происходит в одной плоскости АД, которая называется плоскостью сдвига (скалывания). Впервые о плоскости сдвига высказал предположение И.А. Тиме. Плоскость сдвига расположена под определенным углом к вектору скорости резания, которая называется углом сдвига (скалывания). При обработке пластичных металлов угол сдвига изменяется в пределах Q = 30-350. Стружка перемещаясь по передней поверхности со скоростью Ve , под действием сил трения претерпевает вторичную пластическую деформацию. АЕ – линия вторичной пластической деформации. Ширина площадки контакта стружки с передней поверхностью при обработке пластичных материалов составляет е = (2…5)а.
Таким образом в зоне резания наблюдается деформации сдвига и сжатия, причем деформации сдвига - преобладающие. Область пластически деформированного металла впереди режущего инструмента распространяется ниже линии среза на глубину h, которая определяет качество обработанной поверхности.
После обработки деформированные слои поверхности резания АН восстанавливают упругие деформации Еупр . Поверхностный слой как бы приподнимается на величину абсолютной упругой деформации hу. На участки АН металл давит на заднюю поверхность, что вызывает износ режущего инструмента.