

14.2 Физико- механические свойства обрабатываемого материала.
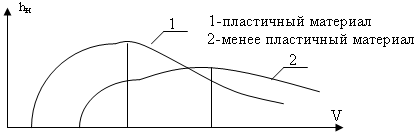
14.3 Толщина срезаемого слоя
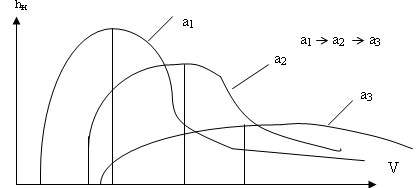
Увеличение толщины срезаемого слоя сдвигает правую зону низких скоростей резания увеличивает максимальную высоту нароста.
14.4 передний угол

В ысота
нароста уменьшается с увеличением
переднего угла инструмента. Если передний
уголY
ысота
нароста уменьшается с увеличением
переднего угла инструмента. Если передний
уголY
40-450, то при любых условиях обработки нарост не образуется.
14.5 Смазывающе- охлаждающие вещества.
Применение СОВ ведет к изменению условий трения на площадке контакта стружки с передней поверхностью, образование пленок химических соединений снижает коэффициент внешнего трения и уменьшает силы трения, что снижает вероятность образования нароста.
15. Тепловые явления при резании металлов
При обработке металлов резанием возникает тепло как результат превращения механической энергии в тепловую. Установлено, что при резании конструкционных материалов более 99,5% работы резания переходит в тепло. Механическая работа, затрачиваемая на резание, состоит из трех частей: на на пластическое деформирование срезаемого слоя, на преодоление трения по передней и задней поверхностям.
А = Ап.д. + Ат.п. + Ат.з.
Тепло образуется в зоне резания в результате превращения механической работы, значит поточные теплообразования расположены там, где эта работа расходуется.
А = Pz V кг см/мин – работа резания
Q = A / 427 ккал/мин – количество выделяемого тепла, пропорциональное мех. работе
На основании этого количество тепла, образующегося при резании, можно определить

Qп.д – тепло эквивалентное работе пластической деформации.
Qт.п. – тепло эквивалентное работе сил трения стружки по передней поверхности.
Qт.з. – тепло эквивалентное работе сил трения задней поверхности инструмента по поверхности резания.
Основными источником тепла является зона стружкообразования, где происходят пластические деформации срезаемого слоя. Вторым источником теплообразования является работа сил трения на передней поверхности. Третьим источником тепла является работа сил трения на задней поверхности. Тепло образуется на площадке контакта задней поверхности с поверхностью резания. Интенсивность источника теплообразования различна, так как различны затраты составляющей работы в зоне резания. При обработке

Количество тепла образующегося в зоне резания, равно количеству тепла , отводимого из зоны резания. Тепло из зоны резания отводится в деталь q1; в инструмент q2 ; в стружку q3; в внешнюю среду q4. тепловой баланс (если рассматривать, как установившийся процесс).
Qп.д + Qт.п. + Qт.з. = q1 + q2 + q3 +q4
Тепло из зоны резания отдается за счет теплопроводности. При токарной обработке: q1 = 5%, q2 = 10%, q3 = 84%, q4 = 1%. С увеличением скорости резания доля тепла, уходящего со стружкой увеличивается до 90–95%.
15. 1 Тепловые потоки в зоне резания
У словно
изобразить схему тепловых потоков через
режущий клин инструмента
словно
изобразить схему тепловых потоков через
режущий клин инструмента
qс –тепловой поток проходит в стружку
qд – тепловой поток проходит в деталь
qи – тепловой поток проходит в инструмент
Рассмотрим тепловые потоки, проходящие через заднюю контактную поверхность, так как наибольший износ инструмента, определяющий его работоспособность, происходит по задней поверхности. Суммарный тепловой поток на задней контактной площадке
qс = q2д + q3д – (q1и + q3и)
при работе острым инструментом q2д + q3д q1и + q3и
Суммарный тепловой поток направлен от инструмента в деталь. Деталь таким образом служит своеобразным холодильником для инструмента, отводя часть тепла, поступающего в инструмент. По мере износа инструмента увеличивается работа трения, а следовательно и количество, выделяющегося тепла. И при некотором значении длины площадки износа суммарный поток становится равным нулю. Значит поток тепла в инструмент и из инструмента в деталь уравнивается. С увеличением износа инструмента тепловой поток изменяет свое направление. Тепло поступает в инструмент от детали. Это приводит к катастрофическому износу инструмента. С увеличением скорости резания q1и – уменьшается, а q2д – увеличивается.