

22. Расчет режимов резания
Это значит найти значение T,V,S,t, которые обеспечивают наиболее эффективную обработку. Режим резания определяется по таблицам – для единичного и серийного производства, и аналитически – крупносерийного производства.
а) по таблицам
1. Определение глубины резания t, t = (D-d) / 2 мм. Если обработка происходит за два прохода, то при первом проходе снимается припуск равный 0,8, при втором – 0,2 припуска.
2. Определяем подачу S мм/об из учета шероховатости. По паспорту станка выбираем Sфакт.
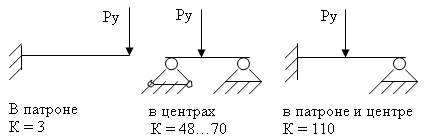
3. Определяем скорость резания V для определенной стойкости.
4. V расчетная = V Kv = Kмv Knv Kiv
5. Частота вращения nрасч
6. n факт
7. V факт
8. Определение мощности станка Nст = Nрез / n
б) аналитический расчет
1. Определение глубины резания t, производится аналогично табличным t = (D-d) / 2 мм.
2. Определение максимально допустимой технологической подачи.
а) исходя из требуемой шероховатости обработанной поверхности.
Rz
= S2
/ 8r
≤ [Rz]; ![]()
Rz
= C
tn
(ЧЧ1)P
SE
/ rq
≤[Rz]; ![]()
б) из условий точности обработки
![]()
![]()
Расчет производится при 1/ D> 10
в) из условий прочности резца
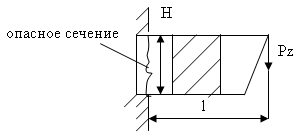
![]()
![]()

![]()
![]()
![]()
Для стали 45 [биз] = 20…25 кгс/мм2, 200-250 МПа, l = 1…1,5H.
г) из условий прочности механизма подач станка
![]()
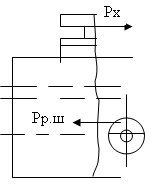
Задана в паспорте станка
![]()
![]()
Максимально допустимой технологической подачей будет минимальная из всех расчетных подач.
3. Корректируем по станку Sст - Sф.
4. Задаем стойкость инструмента Т.
5. Определяем Vрасч, Vр = Cv Kv / Tm tXv SYv м/мин
6. Определяем nрасч, n= 1000V/ ПD об/ мин и nф
7. Определяем фактическую скорость резания Vф.
8. Определяем фактическую стойкость инструмента Тф = Т (Vр /Vф)1/m
9. Определяем составляющую силу резания Pz
10. Определяем фактическую мощность N = Pz Vф /1020 60
11 Сравниваем мощность с мощностью станка Nст= Nэ/ n.
23. Штучное время и основное технологичное время
Штучное время характеризует производительность обработки. Это время, затрачивается
На обработку на данной операции.
Тшт = То +Тв +Тобс +Тд мин
То – основное технологическое время, которое затрачивается на процесс резания (на изменение размеров и формы детали)
Тв – вспомогательное время – затрачивается на установку и снятие детали, подвод инструмента, управление станком, контроль детали и другие приемы.
Тобс – время обслуживания – (организационное и техническое) рабочего места – получение инструмента, технической документации и ознакомление, заготовки, вызов мастера, контроль, уборка стружки и станка.
Тд – дополнительное время – на отдых.
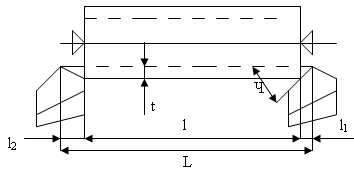
L = l1 + l + l2
L – расчетная длина обработки
l1 – врезание
l – длина обрабатываемой поверхности
l2 – перебег
l1 = t / tg Ч l2 = 1…5 мм – принимается
То = (l1 + l + l2)I / n S мин I – число проходов
То ↓ , n ↑ , S ↑ l- можно изменить, применяя многоинструментальную обработку.
24. Фрезерование
Фрезерование - высокопроизводительный способ обработки плоскостей, уступов, пазов и поверхностей. Осуществляется многозубым инструментом – фрезами .Все фрезы условно можно разделить на два вида:
а) фрезы цилиндрические – режущие кромки у которых находятся на цилиндрической поверхности,
б) фрезы торцевые – режущие кромки находятся на торцевой поверхности.