

18. Виды стружки
Сливная
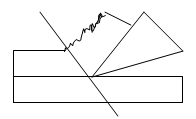
Сливная образуется при обработке пластичных материалов с большими скоростями резания. Желательно обработку вести с образованием сливной стружки.
Скалывания
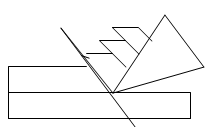
Стружка скалывания состоит из отдельных, связанных между собой элементов.
Образуется при обработке малопластичных материалов с небольшими скоростями.
Надлома
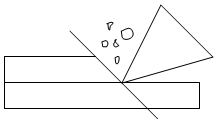
Стружка надлома состоит из отдельных элементов не связанных друг с другом. Образуется при обработке хрупких материалов.
19. Износ режущего инструмента
В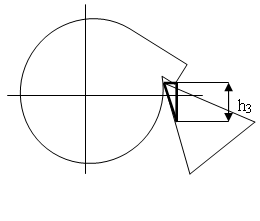
 результате высокого давления, температуры
и скорости относительного перемещения
контактных поверхностей инструмента
в процессе работы изнашиваются. Все
инструменты изнашиваются только по
задней поверхности (первый вид износа)
или по задней и передней поверхностям
одновременно (второй вид износа). При
изнашивании по первому виду на задней
поверхности инструмента образуется
площадка износа ширинойh3.
Максимальная ширина площадки износа
наблюдается на переходной задней
поверхности или в месте перехода главного
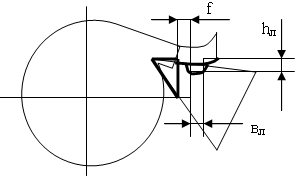
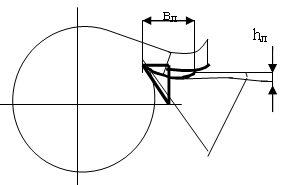
лезвия во вспомогательные. При изнашивании
по второму виду к износу по задней
поверхности добавляется износ по
передней поверхности. На передней
поверхности износ имеет вид лунки и
характеризуется глубиной hл
и шириной вл
. в зависимости от скорости резания
изменяется расстояние между краем лунки
и главным лезвием. При работе с малыми
и средними скоростями резания (инструменты
из быстрорежущей стали) между краем
лунки и главным лезвием остается
перемычка f,
которая уменьшается по мере развития
лунки. Это связано с наростом, который
защищает переднюю поверхность. При
работе с высокими скоростями (инструмент
из твердых сплавов)край лунки сливается
с изношенной задней поверхностью.
Изнашивание твердосплавного инструмента
может сопровождаться выкрашиванием
или сколами. Вид износа определяется
главным образом материалом обрабатываемой
детали, толщиной срезаемого слоя и
скоростью резания. При обработке
пластичных материалов изнашивание
происходит инструмента по 1 и 2 виду. При
обработке хрупких материалов инструмент
изнашивается в основном по 1 виду. При
малых толщинах среза а < 0,1 и малых
скоростях изнашивается преимущественно
задняя поверхность. При увеличении «a»
и «V»
начинает изнашиваться задняя и передняя
поверхность. Мерой изношенности
инструмента могут служить линейный и
массовый износы. При принятом линейном
износе об изнашивании судят по максимальной
ширине h3
площадки износа по задней поверхности,
и по максимальной глубине hл
лунки
износа на передней поверхности. При
чистовой обработке изношенность
инструмента оценивается линейным
размерным износом. Более объективной
характеристикой является массовый
износ – масса изношенной части инструмента
в мг.
результате высокого давления, температуры
и скорости относительного перемещения
контактных поверхностей инструмента
в процессе работы изнашиваются. Все
инструменты изнашиваются только по
задней поверхности (первый вид износа)
или по задней и передней поверхностям
одновременно (второй вид износа). При
изнашивании по первому виду на задней
поверхности инструмента образуется
площадка износа ширинойh3.
Максимальная ширина площадки износа
наблюдается на переходной задней
поверхности или в месте перехода главного
лезвия во вспомогательные. При изнашивании
по второму виду к износу по задней
поверхности добавляется износ по
передней поверхности. На передней
поверхности износ имеет вид лунки и
характеризуется глубиной hл
и шириной вл
. в зависимости от скорости резания
изменяется расстояние между краем лунки
и главным лезвием. При работе с малыми
и средними скоростями резания (инструменты
из быстрорежущей стали) между краем
лунки и главным лезвием остается
перемычка f,
которая уменьшается по мере развития
лунки. Это связано с наростом, который
защищает переднюю поверхность. При
работе с высокими скоростями (инструмент
из твердых сплавов)край лунки сливается
с изношенной задней поверхностью.
Изнашивание твердосплавного инструмента
может сопровождаться выкрашиванием
или сколами. Вид износа определяется
главным образом материалом обрабатываемой
детали, толщиной срезаемого слоя и
скоростью резания. При обработке
пластичных материалов изнашивание
происходит инструмента по 1 и 2 виду. При
обработке хрупких материалов инструмент
изнашивается в основном по 1 виду. При
малых толщинах среза а < 0,1 и малых
скоростях изнашивается преимущественно
задняя поверхность. При увеличении «a»
и «V»
начинает изнашиваться задняя и передняя
поверхность. Мерой изношенности
инструмента могут служить линейный и
массовый износы. При принятом линейном
износе об изнашивании судят по максимальной
ширине h3
площадки износа по задней поверхности,
и по максимальной глубине hл
лунки
износа на передней поверхности. При
чистовой обработке изношенность
инструмента оценивается линейным
размерным износом. Более объективной
характеристикой является массовый
износ – масса изношенной части инструмента
в мг.
19.1 Физическая природа изнашивания инструмента
Существует ряд гипотез, объясняющих физическую природу изнашивания инструментов. Основными причинами, приводящими к изнашиванию контактных поверхностей инструмента:
Абразивное изнашивание – стирание выступающих частиц инструментального материала стружкой и при трении задней поверхности о поверхность резания. Такое изнашивание имеют все детали машин. Изнашивание возникает при температуре до 6000 С.
Адгезионное изнашивание (схватывание)- изнашивание на молекулярном уровне, схватывание частиц инструментального и обрабатываемого материалов. Возникает при температуре 600-9000 С. Схватывание бездиффузионный процесс.
Диффузионное изнашивание – происходит в результате диффузионного растворения инструментального материала в обрабатываемом. Возникает при температурах свыше 9000 С. При алмазной обработке углерод переходит в обрабатываемый материал.
Окислительное изнашивание. При температурах 700-8000 С кислород воздуха вступает в химическую реакцию с кобальтовой фазой твердого сплава и карбидами титана и вольфрама. Твердость продуктов окисления в 40-60 раз ниже твердости твердых сплавов. Экспериментальное подтверждение получили только первые две гипотезы.