

24.1 Геометрические параметры режущей части фрез
а)цилиндрические фрезы (с винтовым зубом)
Рn – плоскости резания
Р v– основная плоскостей
Рt – главная секущая плоскость
Рн – нормальная секущая плоскость
w – угол наклона зубов винтовой фрезы
Геометрия зубьев фрезы рассматривается в двух плоскостях:

а) в нормальной секущей плоскости Pн
б) в главной секущей плоскости Pt
Передние углы задаются в плоскости Рн для удобства заточки и контроля, а задние в плоскости Pt.
YN – называется угол между плоскостью касательной к передней поверхности и нормалью к плоскости резания.
Ln – называется угол между плоскостями, касательными к задней поверхности зуба и поверхностью резца.
Передний угол выбирается в зависимости от физико – механических свойств обрабатываемого материала и принимается YN= 50…250
Задний угол Ln =15…200.
Между углами в поперечной плоскости и плоскости перпендикулярной режущей кромке существует зависимость:
tg YN = tg Yn cos w
tg LN = tg LN / cos w
У стандартных фрез угол наклона винтовой канавки назначают в пределах 250… 350. В справочниках задаются YN иLNУглы рассмотрены в статике. В кинематике углы будут отличаться от статических углов, но отличия будут незначительные.
б) торцовые фрезы.
Из большого количества торцовых фрез, рассмотрим торцовую головку. Торцовая фреза представляет собой корпус, в который вставлены отдельные резцы – зубья фрезы. Каждый зуб оснащен пластинкой твердого сплава. Зуб фрезы напоминает резец, но отличается тем, что имеет большее количество режущих кромок.
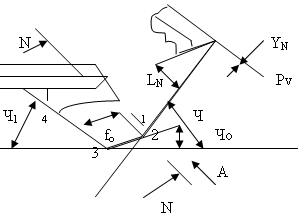
1–2 главная режущая кромка; 2–3 дополнительная режущая кромка;
3–4 вспомогательная режущая кромка; fo – длина дополнительной режущей кромки.
Рассмотрим геометрию на главной режущей кромке. Опорная плоскость проходит через ось фрезы параллельно чертежу; проектирующая плоскость через режущую кромку и секущие плоскости.
Ч – главный угол в плане; Ч1 – вспомогательный угол в плане;
Ч0 – дополнительный угол в плане
Для торцовых фрез принимается:
Ч = 450…600 Ч1 = 50…100, Ч0= Ч/2 fo = 1,2…1,5 мм
Передний угол определяется в зависимости от физико – механических свойств обрабатываемого материала. При обработке стальных деталей YN= -50…-150, при обработке чугунных деталей YN= 5…100. задний уголL= 12…150.
Для того, чтобы в соприкосновении со срезаемым слоем первой не вступала вершина (резца) зуба, главное лезвие наклоняют под положительным углом L.
При обработке стальных деталей L = 5…150.
При обработке чугунных деталей L = 0…50
Фреза работает с ударными нагрузками.
У ножа фрезы самое слабое место вершина, потому для упрочнения вершины ножа делают дополнительную кромку.
Рассмотренные углы фрезы – статические. Кинематические углы будут отличаться от статических, но незначительно и поэтому принимают кинематические углы равными статическим.
24.2 Особенности процесса фрезерования
1. Периодически повторяющийся по времени процесс резания с работой режущих кромок по циклу нагрузка – отдых.
2. Переменная нагрузка режущей кромки за один цикл резания в результате изменения величины срезаемого слоя
3. Ударная нагрузка на режущую кромку вследствие периодически повторяющегося процесса врезания зуба в металл и выхода из него.
4. Фрезерование является способом многолезвийной обработки, т. к. в процессе резания участвуют одновременно несколько зубьев.