

3.2 Геометрические параметры режущей части инструмента
Три системы координат:
1 Инструментальная система координат ИСК – ориентирована относительно установочных баз.
2 Статическая система координат ССК
3 Кинематическая система координат КСК
В справочниках даются в ИСК
ССК – не учитывает движение подачи, а учитывает изменение у – в, связанные с установкой.
ИСК – учитывает изменение у – в связанных с установкой и движением подачи и скорости
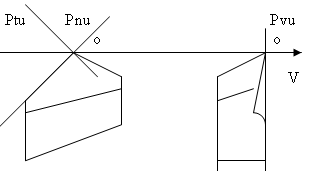
ИСК имеет три плоскости.
Pv – основная плоскость – плоскость перпендикулярна к вектору скорости резания
Pn – плоскость резания – плоскость перпендикулярна Pv и проходит через режущую кромку
Pt – главная секущая плоскость – плоскость перпендикулярна Pv и Pn
Pn, Pv, Pt взаимно перпендикулярны и образуют ИСК.
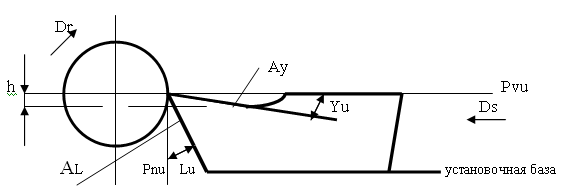
3.3 Установочная база
Начало ИСК в точке О. Для ИСК за скорость резания условно принимается скорость перпендикулярная установочной базе.

Главные углы резца измеряются в главной секущей плоскости. Lu + Bu + Yu=90
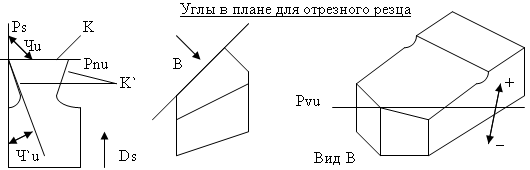
3.4 Углы в плане
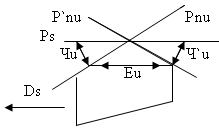
Ps – рабочая плоскость
Чu – угол в плане, угол в основной плоскости между Ps и Pn
Ч΄u – вспомогательный угол в плане
Еu – угол при вершине
Чu + Еu + Ч΄u = 180
Lu – угол наклона режущей кромки измеряется в плоскости резания между режущей кромкой и основной плоскостью.
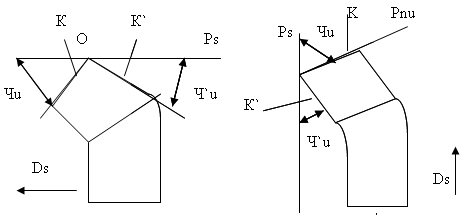
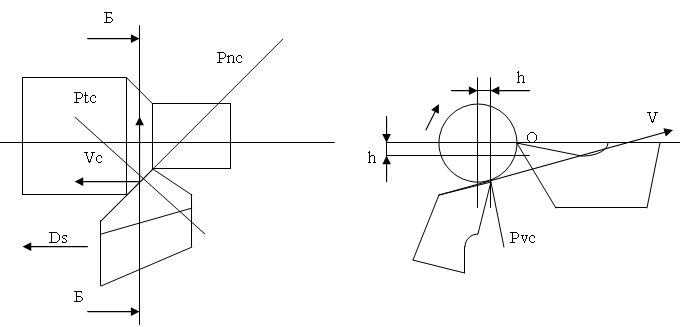
Взаимосвязь ССК, КСК с ИСК на примере работы отрезного резца
О – линии центров станка, резец установлен с погрешностью.
ИСК не зависит от установки резца относительно линии центров станка.

Yc = Yu + b; Lc = Lu – b; sin b =2h /Dx
Угол b зависит от диаметра обработки, а следовательно и будет меняться .
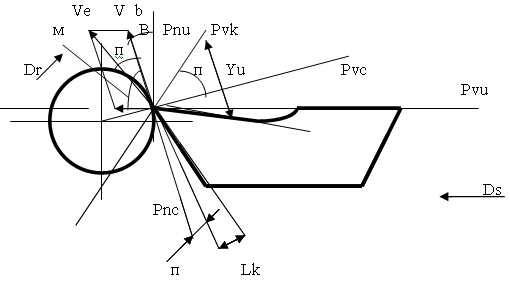
Yk = Yc + п = Yk+b+п; Lk=Lc-п=Lu-b-п; п – эта; M – мю
Пример: h = 1 мм; D = 100мм; b = 10 09΄
![]()
3.5 Роль углов резца
Передний угол резца Y – определяет положение передней поверхности относительно направления движения инструмента. Он влияет на форму и размер зоны стружкообразования, на тепловой режим в зоне резания и связанный с ним износ инструмента. Передний угол существенно влияет на прочность режущего клина инструмента.
Главный задний угол L – обеспечивает благоприятные условия перемещения главной задней поверхности инструмента относительно поверхности резания. Весь инструмент может работать с любым по величине и знаку передним углом, то свободу относительного перемещения инструмента определяет положительный задний угол. Задний угол мало влияет на процесс стружкообразования и на контактные процессы на передней поверхности. Но от него зависят контактные процессы на задней поверхности. С изменением величины заднего угла изменяется величина или действующих на задней поверхности инструмента, размеры контактной площадки и интенсивность износа задней поверхности. Задний угол оказывает влияние на прочность режущего клина инструмента.
Вспомогательный задний угол L΄- обеспечивает благоприятные условия работы вспомогательной режущей кромки.
Главный угол в плане Ч – влияет на соотношение между шириной и толщиной срезаемого слоя. Он определяет положение вектора силы резания в пространстве.
Вспомогательный угол в плане Ч ΄ - обеспечивает благоприятные условия работы вспомогательной режущей кромки.
Угол наклона главной режущей кромки J на процесс резания влияет своеобразно. Он определяет положение передней поверхности в пространстве и в большей степени определяет направление схода стружки по передней поверхности. От выбора величины и знака угла наклона режущей кромки зависит направление транспортирования стружки.
При положительном знаке угла наклона режущей кромки стружка перемещается в сторону обработанной поверхности. При отрицательном знаке угла наклона режущей кромки стружка перемещается в сторону обрабатываемой поверхности. При чистовой обработке стружка может испортить обработанную поверхность. Величина и знак угла наклона режущей кромки оказывает большое влияние на условие врезания режущей кромки в обрабатываемый материал при прерывистом резании.
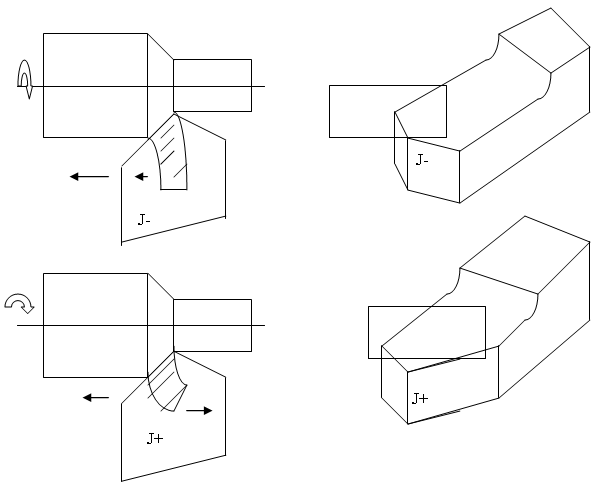
При отрицательном знаке угла J точкой первоначального контакта является вершина резца. При положительном знаке угла J точка первоначального контакта отодвигается от вершины инструмента, что уменьшает опасность механического повреждения. Чем больше положительная величина угла J ,тем дольше будет находиться точка первоначального контакта от вершины резца. Самая уязвимая точка режущей кромки – вершина инструмента. При работе с ударными нагрузками принимают положительное значение угла J. Это используют при конструировании торцовых фрез. Кроме того, с возрастанием угла увеличивается плавность врезания режущей кромки в заготовку.