

24.5Основное технологическое время при фрезеровании
а) при торцовом фрезеровании
![]()
![]()
![]()
![]()
б) цилиндрическое фрезерование

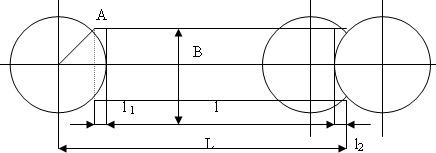
To = L i / S = (l 1+l +l 2) i / Sz Z n мин
![]()
l2 принимается 1…5 мм
а) уменьшить величину врезания можно за счет установки нескольких деталей
б) увеличить производительность можно за счет увеличения числа зубьев.
24.6 Силы резания при фрезеровании
а) при цилиндрическом фрезеровании (фреза с винтовым зубом) силы резания необходимо рассчитывать для расчета механизма главного движения и движения подач.
Рассмотрим действие сил в какой-то момент времени.
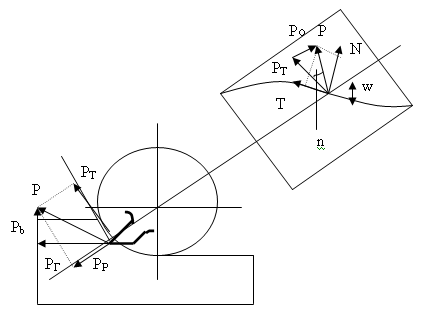
На зуб фрезы действуют силы:
N – нормальная сила
T – сила трения пружины о переднюю поверхность зуба
P – составляющая сила
Спроектируем Р на плоскость перпендикулярную оси и по вектору скорости резания
PT – тангенциальная составляющая( для главного движения)
PP – сила действующая на заднюю поверхность
Po – осевая составляющая (для расчета подшипников)
Pг – горизонтальная составляющая ( для расчета подачи)
Pb – вертикальная составляющая (она отрывает загатовку от стола и служит для расчета приспособлений)
Резенберг установил, что tg n = 0,28 tg w
Po =PT tg n = 0,28 PT tg w
Все силы определяются через тангенциальную составляющую РТ.
При встречном фрезеровании:
PP = - (0,6…0,8) PT
Pг = (1,0…1,2) PT
Pb = ( 0,2…0,3) PT Pb – отрывает деталь от стола станка
При попутном фрезеровании:
PP = (0,35…0,5) PT
Pг = (0,8…0,9) PT
Pb = (0,75…0,8) PT Pb – прижимает деталь к столу станка
PT – определяется по опытной формуле. так как в работе участвуют несколько зубьев, один на входе, другой на выходе, поэтому сечение срезаемого слоя различно, поэтому и принимается средняя величина.
![]()
При увеличении диаметра фрезы при прочих равных условиях уменьшается угол контакта w amax
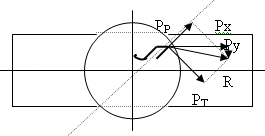
б) при торцевом фрезеровании
PT – тангенциальная составляющая
PP – радиальная составляющая
R – равнодействующая
Px = ( 0,3…0,4) PT; Py = (0,85…0,95) PT
24.7 Мощность механизма главного движения
N = PТ V/ 60 102 кВт
24.8 Износ и стойкость фрез
Преобладающим видом износа фрез является износ по задней поверности. При черновой обработке принимается за критерий износа – критерий оптимального износа.
h3 = 0,8…1,0 мм для цилиндрических фрез
h3 = 1,5…2,0 мм для торцовых фрез
При чистовой обработке за критерий износа принимается критерий технологического износа – h3= 0,4…0,5 мм;
при обработке нержавеющих и жаропрочных сталей допустимые величины износа принимаются примерно в 2 раза меньше, чем при обработке конструкционных сталей.
Стойкость фрез зависит от конструкции фрезы и диаметра и составляет – Т = 120…480 мин.
Скорость резания, допускаемая режущими свойствами фрезы
![]()
При увеличении диаметра фрезы D ↑ Ч ↓ аz ↓
24.9 Особенности процесса фрезерования.
1.При фрезеровании зуб фрезы находится в контакте с заготовкой за один оборот очень малое время 10-2…10-3 сек. Происходит нагрев и охлаждение зуба, что приводит к тепловому удару, что отрицательно сказывается на стойкости фрез.
2.Сечение срезаемого слоя при фрезеровании переменно, что вызывает переменные силы резания, а это вызывает вибрации технологической системы.
3. При каждом обороте зуб фрезы врезается в заготовку и испытывает ударные нагрузки, что приводит к повышенному износу.
4. При встречном фрезеровании наблюдается явление скольжения зубьев фрезы из-за наличия радиуса на режущей кромке, поэтому резание начинается не с нулевой толщины, а с ax ax = 0,3 p

Что приводит к снижению стойкости.
5. При встречном фрезеровании, усилия резания стараются оторвать заготовку от стола станка. Так как заготовка установлена на столе станка, то происходит увеличение зазоров между направляющими, что приводит к вибрациям.
6. При попутном фрезеровании силы резания прижимают заготовку к столу станка, отсутствует явление скольжения, что повышает стойкость фрез в 2..3 раза, уменьшается шероховатость и к- н обработанной поверхности. Попутное фрезерование можно осуществить на станке, который имеет механизм регулирование зазора между винтом и гайкой.
Фрезерование по подаче осуществляется при обработке жаропрочных и нержавеющих сталей. Фрезерование против подачи необходимо применять если поверхностный слой имеет дефект (окалины, прижоги, твердые включения).