

6.3 Виготовлення зварних колін
В окремих випадках, за умовами спорудження трубопроводів, особливо великих діаметрів, використовувати гнуті криві вставки, виготовлені на централізованих трубозварювальних базах, неможливо або недоцільно. Тоді застосовують зварні секційні коліна (відводи) – трубні елементи з ламаною віссю, змонтовані під кутом 1,5° або 3° із окремих косо зрізаних сегментів, довжиною не менше 600 мм.
Криві вставки трубопроводів із стандартних сегментів виготовляють, виходячи із умови вільного проходження очисних пристроїв на вертикальних та горизонтальних криволінійних ділянках траси, з радіусом не менше 60 м. Такі криві можна монтувати з набиранням любих кутів повороту від 3 º до 90º з інтервалом через 3º.
У відповідності з типовими робочими кресленнями, любий з кутів повороту, наприклад, для трубопроводів 1020 і 1220 мм, може бути вибраний із трьох типів деталей, наведених у табл. 6.3 і на рис.6.4.
Таблиця 6.3 – Набір кутів кривих із сегментів
Кут повор.,град. |
Поєднання деталей (див. рис. 6.4 ) |
Макс. довжина відводу, мм |
Кут повороту, градуси |
Поєднання деталей (див. рис. 6.4) |
Макс. довжина відводу, мм |
3 |
ІІ |
2400 |
48 |
І+7ІІІ |
47200 |
6 |
І |
2400 |
51 |
ІІ+8ІІІ |
53600 |
9 |
ІІ+ІІІ |
8800 |
54 |
І+8ІІІ |
53600 |
12 |
І+ІІІ |
8800 |
57 |
ІІ+9ІІІ |
60000 |
15 |
ІІ+2ІІІ |
15200 |
60 |
І+9ІІІ |
60000 |
18 |
І+2ІІІ |
15200 |
63 |
ІІ+10ІІІ |
66400 |
21 |
ІІ+3ІІІ |
21600 |
66 |
І+10ІІІ |
66400 |
24 |
І+3ІІІ |
21600 |
69 |
І+ІІІІІ |
72800 |
27 |
ІІ+4ІІІ |
28000 |
72 |
І+ІІІІІ |
72800 |
30 |
І+4ІІІ |
28000 |
75 |
ІІ+12ІІІ |
79200 |
33 |
ІІ+5ІІ |
34400 |
78 |
І+12ІІІ |
79200 |
36 |
І+5ІІ |
34400 |
81 |
ІІ+13ІІІ |
85600 |
39 |
ІІ+6ІІІ |
40800 |
84 |
І+13ІІІ |
85600 |
42 |
І+6ІІІ |
40800 |
87 |
ІІ+14ІІІ |
92000 |
45 |
ІІ+7ІІІ |
47200 |
90 |
І+14ІІІ |
92000 |
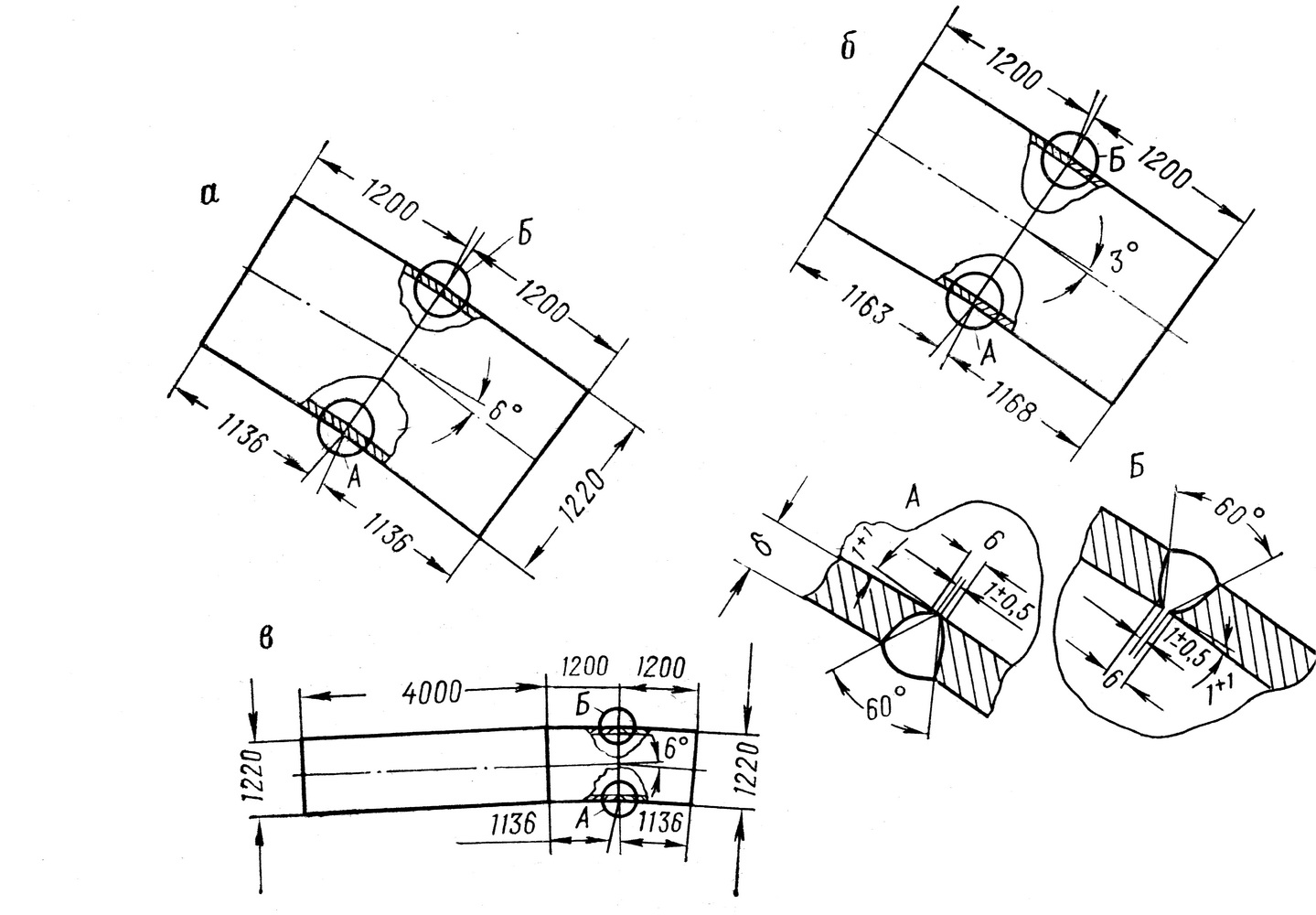
а – деталь І, а=6°; б – деталь ІІ, а=3°; в – деталь ІІІ, а=6°
Рисунок 6. 4 – Деталі зварних секційних кривих
Основною умовою при монтажі кривих вставок із зварних сегментів на трасі повинно бути забезпечення прямих стиків зварних елементів. Кромки труб для косих стиків обробляють під кутом 30º. При їх збиранні утворюються перерізи зварних швів, показані на рис. 6.5 (вузли А і В). Зварювання косих стиків елементі сегментів, виготовлених за спеціальним шаблоном, необхідно виконувати тільки на трубозварювальних базах. Після збирання заготовок утворюється криволінійна вставка з кутом повороту 6º або 3º.
Косі стики заготовок із таких труб і прямі стики сегментів при їх монтажі зварюють за технологією, розробленою ВНІІСТ: перший шар – електродами УОНИ – 13/55 або «Гарант» діаметром 3-3,25 мм, другий та наступні шари електродами УОНИ – 13/55 або «Гарант» діаметром 4 мм, або автоматичною зваркою під флюсом АН-34ВА з дротом СВ-08ГА. Внутрішнє зварювання швів необхідно виконувати також електродами УОНИ – 13/55 або «Гарант» після ретельного зачищення кореня шва. Всі зварні шви на ділянці переходу піддають 100 % – ному контролю просвічуванням.
Якщо за умовами спорудження криволінійної ділянки на трасі не можна використовувати зварні коліна заводського виготовлення, то на ділянках трубопроводів ІІІ і ІV категорій, для виконання повороту з кутом не більше 3º, допускається використовувати зварювання з застосуванням косих стиків з відповідною підготовкою кромок труб.
На всіх криволінійних ділянках, що споруджуються з попередньо підготовлених сегментів, ширина траншеї по дну повинна бути у два рази більшою, ніж на прямолінійних ділянках траси.