

6.1 Вільний згин трубних секцій
При спорудженні криволінійних ділянок методом пружного згину трубопроводу у горизонтальній або вертикальній площині повороти здійснюються за рахунок зусиль на гаках кранів – трубоукладачів та під дією маси труб безпосередньо при укладанні ізольованої пліті у траншею.
При укладанні криволінійних ділянок методом пружного згину, у трубопроводі виникають напруження, які сумуються з напруженнями від робочих навантажень при експлуатації. У зв’язку з цим необхідно обмежувати мінімальне значення радіуса вільного згину, щоб напруження, викликані цим згином, не перевищували 50% напружень, що очікуються в трубопроводі і не виводили метал за межу пружності.
Значення мінімальних радіусів повороту при вільному пружному згині трубопроводу із низьколегованих сталей, згідно СНиП 2.05.06 -85 складають наведені у таблиці 6.1.
Таблиця 6.1 – Значення мінімальних радіусів повороту при
вільному пружному згині трубопроводу із
низьколегованих сталей
Трубопровід діаметром, мм |
|
820 |
740 |
1020 |
900 |
1220 |
1100 |
1420 |
1300 |
6.2 Гнуття труб
Холодне гнуття кривих вставок (без попереднього підігріву) виконують на трубозгинальних станках, які розміщують на трубозварювальних базах, або на трасі у безпосередній близькості до місць монтажу криволінійних ділянок.
Площадку для виконання трубозгинальних робіт вибирають з врахуванням наявності, або облаштування, зручних під’їздів для підвезення труб і вивезення готових колін. На площадці облаштовують стелажі труб, які розміщують зі сторони згинаючого ложемента, та стелажі кривих колін зі сторони опорного ложемента трубозгинального станка. Розміри та планування площадки повинні забезпечувати вільне маневрування крана-трубоукладача, що обслуговує трубозгинальний станок. Для стійкої роботи станок повинен бути встановлений на ретельно підготовлену, з підсипкою сухим піском, площадку.
При спорудженні трубопроводів великого діаметру використовують трубозгинальні станки марок ГТ - 1021, ГТ - 1221, ГТ – 1421 (табл. 6.2). Загальний вигляд трубозгинальних станків ГТ –1221 і ГТ – 1421 наведено на рис. 6.2

а)

б)
а – ГТ – 1221; б – ГТ – 1421
Рисунок 6. 2 – Трубозгинальні станки
Таблиця 6.2 – Технічна характеристика трубозгинальних
станків
Показники |
ГТ-1021 |
ГТ-1221 |
ГТ-1421 |
Діаметр згинальних труб, мм |
1020 |
1220 |
1420 |
Товщина стінки труб, мм |
До 16 |
13-20 |
До 20 |
Середній радіус зігнутої труби, м |
40 |
60 |
65 |
Середній кут загину труби за один згин |
1º30/ |
1º10/ |
1º10/ |
Довжина переміщення труби між згинами, м |
До 0,8 |
1 |
1,2 |
Робочий час одного згину, хв. |
3 |
5-6 |
3,5-5 |
Насос гідросистеми |
Н-403Е |
Н-403Е |
Н-403Е |
Подача, л/хв. |
35 |
35 |
35 |
Максимальний тиск, кгс/см2 |
300 |
300 |
300 |
Робочий тиск, кгс/см2 |
200 |
200 |
210 |
Робоча рідина гідросистеми: Літом Зимою |
Масло індустріальне 30 Мастило веретенне |
|
|
Об’єм масляного бака, л. |
120 |
120 |
180 |
Привід насоса |
Від електродвигуна |
||
Електродвигун приводу насоса потужність, кВт |
АО2-71-4 22 |
АО2-71-4 22 |
АО2-71-4 22 |
Частота обертання вала, об/хв. |
1500 |
1500 |
1500 |
Електродвигун лебідки потужність, кВт |
МТК -112-6 5,0 |
МТК -112-6 7,5 |
МТК -112-6 7,5 |
Частота обертання вала, об/хв. |
1000 |
900 |
900 |
Закінчення таблиці 6.2
Показники |
ГТ-1021 |
ГТ-1221 |
ГТ-1421 |
ширина |
2000 |
2200 |
2300 |
висота |
2720 |
2700 |
2850 |
Маса, кг |
23000 |
35000 |
40000 |
Усі станки ГТ обладнані однаковим робочим органом, що складається із формуючого лекала, згинального і робочого ложементів. .
Формуюче лекало має робочу поверхню по формі кола з радіусом кривизни, трохи більшим зовнішнього радіуса труби, і посадкові поверхні для спряження з рамою трубозгинального станка. При згині труба у поперечному перерізі охоплюється формуючим лекалом зверху на половину її параметра.
Згинальний момент, радіус поперечної кривизни робочої поверхні якого більший від радіусу зовнішньої поверхні труби, що гнеться, охоплює трубу до половини поперечного перерізу знизу (рис. 6.3).
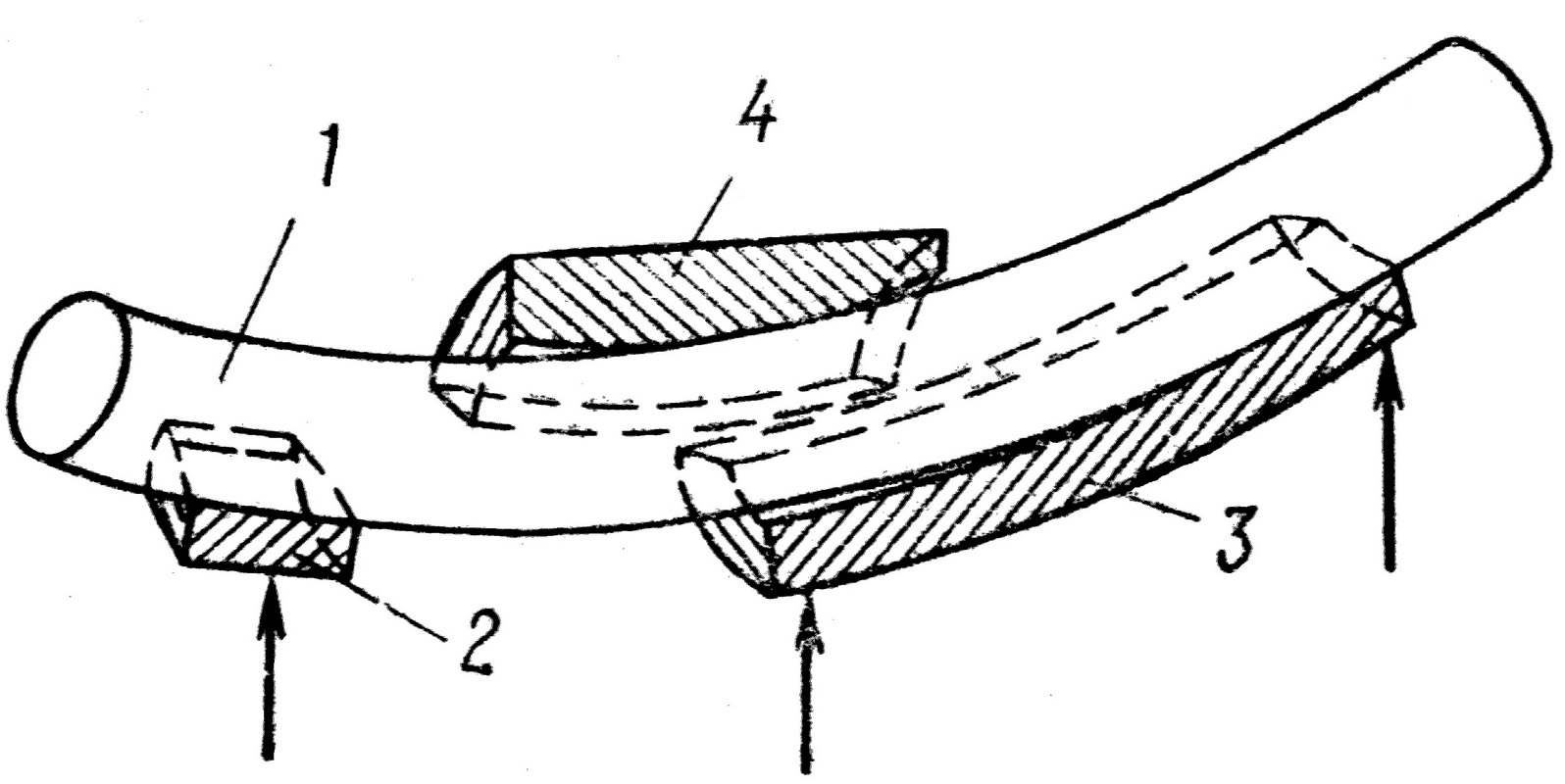
1 – труба, яку згинають; 2 – упорний ложемент;
3 – згинаючий ложемент; 4 – формуюче лекало
Рисунок 6.3 – Схема холодного гнуття труби станком ГТ
Упорний ложемент служить для утримання переднього кінця труби і сприйняття реактивного зусилля, що передається на нього зі сторони труби. На упорному ложементі трубозгинальних стиків, для обмеження сплющування труби при згині (особливо на перших згинах), і утримання її від прокручування на останніх гинах, встановлюють спеціальні захвати, що складаються з двох важелів з внутнішньою поверхнею, виконаною за формою кола труби. Важелі захвату, після встановлення труби на станок, стягують за допомогою гідравлічного пристрою.
Піднімання і фіксація опорного ложемента у потрібному положенні у процесі гнуття здійснюються гідравлічними або клиновими механічними підйомниками.
Трубозгинальні станки вказаних марок працюють за принципом обкатування труби навколо формуючого лекала. Схема гину труби за допомогою робочих органів станка ГТ показана на рис. 6.3.
При гнутті труб з поздовжнім зварним швом, необхідно слідкувати за тим, щоб зварний шов не попадав під формуюче лекало (особливо верхнього запою), а також у зону контакту із згинальним ложементом. При згинанні двох труб або трьох трубних секцій, поздовжній зварний шов, рекомендується розміщувати між формуючим лекалом і згинальним ложементом.
За кожний хід станка труба в одному перерізі згинається на 1-3º, після чого вона переміщується вздовж осі на 0,8 – 1,2 м і виконується наступний гин. Проте станки не можуть забезпечувати згин труби по всій довжині, і на її кінцях обов’язково залишаються прямі ділянки довжиною 1 – 1,5 м. Фактично крива, набрана з труб холодного гнуття, є ламаною, що складається з почергових ділянок прямої гнутої труби.
Перевірку кута згину труб здійснюють вибірково, як правило, на перших трубах визначеної партії: для встановлення взаємозв’язку між значеннями залишкових кутів згину та висотами піднімання домкратів при гині, а також корегування процесу гнуття наступних труб та секцій.
У процесі гнуття за допомогою трубозгинальних станків труби не повинні піддаватися викривленню у поперечному перерізі. По закінченню згинання, труба повинна мати плавну поверхню з глибиною гофрів, що не перевищують товщину стінки труби (але не більше 10 мм). Гофри на кривих, що призначені для надземних трубопроводів, недопустимі. Овальність колін після гнуття по всій довжині, яка визначається як різниця максимального і мінімального діаметрів перерізу, не повинна перевищувати 25 % діаметра труби.
Кут згину труби контролюють перед зняттям її з трубозгинального станка за допомогою кутоміра. Відхилення гнутих труб від встановлених розмірів допускаються по величині кута гину ± 30/, радіусу кривих ± 1 м і довжині кривої вставки ± 0,2 м.