

Абразивные материалы и инструменты материалы
Все изготовленные зубопротезные конструкции должны иметь гладкую блестящую поверхность. Отполированная поверхность протеза или аппарата повышает антикоррозийные свойства металлических деталей, понижает степень набухания пластмасс, способствует более гигиеничному содержанию аппаратов. Гладко отполированная поверхность менее травматична для окружающих тканей, способствует более быстрому удалению остатков пищи с поверхности протезов. Полировке протеза предшествует его шлифовка, т. е. создание ровной гладкой поверхности. Как шлифовка, так и полировка осуществляется с помощью различных инструментов и материалов, получивших название а б р а з и в н ых- (от лат. аЬгагю — соскабливание).
Абразивные материалы характеризуются высокой твердостью, содержат зерна многогранной формы с остроконечными выступами. Они могут находиться в порошкообразном состоянии, когда отдельные частицы материала не связаны между собой, и могут быть связаны различными связующими или цементирующими веществами.
В качестве связующих материалов применяют различные вещества, которые могут быть отнесены к керамическим, бакелитовым или вулканитовым смесям.
К керамическим связующим материалам относят смеси, состоящие из глины, полевого шпата, талька, кварца и др. Они отличаются высокой механической прочностью, термоустойчивостью и вла-гонепроницаемостью. Отрицательным их свойством является хрупкость, особенно при воздействии силы ударного действия.
Бакелитовые связующие вещества изготовлены на основе клею-щих композиций бакелита, каучука и др. Отличаются хорошей упругостью, устойчивы к силам ударного действия, но менее прочны
170
в среде повышенной влажности или воде. Применяются главным образом для изготовления шлифовальных материалов.
Вулканитовые связующие вещества изготовляют на основе вулканизированного каучука с серой, обладают высокой упругостью, водостойкостью и прочностью. Круги, изготовленные на вулка-нитовой связке, применяются как для шлифовки, так и для полировки.
Перечисленные связующие вещества в промышленности используются для изготовления абразивных инструментов—шлифо-вочных и полировочных, используемых для шлифовки и полировки изделий, а также для подготовки (препарирования) естественных зубов перед протезированием.
Абразивные материалы делят на естественные, к которым относят минералы, встречающиеся в природе в свободном состоянии или соединениях с другими веществами (алмаз, корунд, наждак, пемза и др.), и искусственные, получаемые в промышленности химическим путем (электрокорунд, карборунд и др.).
Естественные абразивные материалы
Алмаз — один из видов природного углерода. Обладает большой твердостью. В стоматологической практике используется для изготовления сепарационных дисков и шлифовальных камней различной формы. Алмазные камни и диски отличаются медленной изнашиваемостью и могут применяться как для препаровки зубов в полости рта, так и для обработки поверхностей протезов. Особенно эффективно применение абразивных материалов для обработки деталей, изготовленных из хромокобальтовых сплавов. Однако абразивные сепарационные диски имеют большую толщину и потому не всегда могут быть использованы для обработки контактных поверхностей тесно расположенных искусственных зубов.
Корунд—минерал, встречающийся в природе в виде окисей алюминия. В измельченном до порошкообразного состояния с различной величиной частиц используется для изготовления шлифовальных камней.
Более мелкий порошок корунда используется для шлифовочных работ. Его отделяют путем осаждения в воде. В зависимости от времени оседания порошка в воде, связанного с величиной его частиц, различают порошок № 10; 20; 30' и т. д., применяемый для. изготовления эмульсий.
Наждак в природе встречается в виде горной породы. Представляет собой смесь корунда, соединений окиси железа и других веществ. Его твердость зависит от процентного содержания корунда. Измельченный наждак применяется как шлифовочный порошок для изготовления шлифовальной бумаги и шлифовального полотна.
171
В зависимости от размеров частиц наждака шлифовальная бумага и полотно подразделяются по номерам. Малые цифровые обозначения соответствуют мелкозернистым сортам бумаги, большие—
крупнозернистым.
Шлифовку зуботехнических изделий наждаком начинают с применения крупнозернистых сортов наждачной бумаги или полотна и заканчивают мелкозернистыми. Наиболее мелкозернистые сорта наждачной бумаги, так называемые бархатные, используются для шлифовки изделий, изготовленных из сплавов золота.
Пемза—минерал вулканического происхождения, состоит из кремнезема (до 70 %) и окислов различных металлов, которые придают ему окраску (белую, голубую, желтую, красную). Имеет пористое строение с очень острыми краями граней. В измельченном состоянии в соединении с водой используется для приготовления шлифовальных масс, широко применяется при шлифовке пластмассовых зубных протезов.
В качестве полировочных материалов иногда применяются гипс
и мел.
[Искусственные абразивные материалы
\ Карборунд — искусственный материал. Представляет собой сплав, образующийся через 36 ч плавки в электрической печи при температуре 2000 °С смеси, состоящей из 30 % кокса, 52 % кварцевого песка, 10 % древесных опилок и 2 % хлористого натрия. Карборунд имеет кристаллическое строение. По твердости близок к корунду. Используется для изготовления шлифовальных камней и се-
парационных дисков.
\ Электрокорунд получают путем расплавления боксита с коксом в электрических печах. В процессе плавки многие примеси отделяются, а остается кристаллическая окись алюминия и небольшое количество других окисей (например, окись железа). Электрокорунд характеризуется большой твердостью (по шкале Мооса—9), теплостойкостью и острыми режущими поверхностями граней кристаллов. Применяется для шлифовки деталей, изготовленных из
твердых сплавов.
Для изготовления камней, дисков и других абразивных инструментов порошкообразные массы того или другого минерала цементируют, придают им соответствующую форму. Затем подвергают сушке и обжигу. Для цементировки используют перечисленные выше связующие вещества — связки.
Окись железа, или крокус (РегОз), получают при взаимодействии железного купороса и щавелевой кислоты. Представляет собой порошок бурого цвета. Используется для приготовления полировочной пасты, в состав-которой входит 35—45 ч. окиси железа, 20 ч. олеина, 15 ч. стеарина и 6 ч. парафина. Не рекомендуется приме-
172
Таблица 9.
Пасты ГОИ
Состав, %
Грубая
Средняя
Тонкая
Окись хрома
Силикогель Стеарин Жир расщепленный
Олеиновая кислота Сода двууглекислая
Керосин
81 2 10 5
2
76 2
10
5
2
74
1.8 10
5 2 0,2 2
Окись хрома — мелкозернистый порошок зеленого цвета. Получают путем прокаливания двухромовокислого калия и серы в соотношении 5:1. Используется для изготовления полировочных паст. Широкое распространение получили пасты, разработанные Государственным оптическим институтом (ГОИ) (табл.9).
Для полировки пасту наносят на фильц или щетку, закрепленные на моторе или шлифмашине. Широко используется для полировки изделий из нержавеющей стали.
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Подготовка зубов к воздействию на них лечебных средств, протезированию или выполнению других лечебных процедур связана с применением различных инструментов — боров, головок, кругов,
дисков, фрез и др.
Боры зубные — инструменты, предназначенные для препарирования зубов, иногда челюстей. Приводятся в движение бормашиной через специальный рукав или наконечник.
Для каждой группы наконечников выпускаются специальные боры. Рабочая часть бора имеет острые режущие поверхности. По форме рабочей части боры подразделяют на шаровидные, цилиндрические, конические, обратноконические, колосовидные с продольной, торцевой поперечной, угловой или комбинированной насечкой, образующей режущие зубья.
Боры для прямого наконечника имеют длину 44 мм, турбинного — 22 мм, углового — 17, 22 и 27 мм.
Диаметр рабочей части боров обозначается условными номерами (№ 1 —№ 13). Каждому номеру соответствует размер, выраженный в мм (0,85—3,1 мм).
Боры изготовляют из высокопрочных марок хромовольфрамовой стали марки ХВ5, твердых вольфрамокобальтовых сплавов марки ВК6М и ВК60М или с использованием алмазных зерен.
Боры стальные (рис. 15) изготавливают из хромовольфрамовой стали марки ХВ5 с различной формой и величиной рабочей поверхности (табл. 10). Предназначены для препарирования дентина зубов.с лечебной целью (средняя наработка бора 5 мин).
173
Рис. 15. Боры стальные.
Препарирование эмали стальными борами нецелесообразно, так как в этих случаях они быстро изнашиваются.
Боры выпускаются в наборах. Набор стальных боров длиной 44 мм содержит 125 шт. Набор боров для углового наконечника длиной 22 мм содержит 175 шт.
Боры твердосплавные предназначены для препарирования твердых тканей зубов — эмали. Обладают высокой износостойкостью. Рабочая часть их изготовлена из сплава марки ВК6М или ВК60М, а хвостовик—из стали марки 20Х13. Целесообразно их применение на высокооборотных машинах, что снижает болевые ощущения пациента и сокращает время препарирования.
Промышленность выпускает твердосплавные боры трех типов— шарнирные, обратноконические и цилиндрические фиссурные для прямого, углового и турбинного наконечников.
Цилиндрические фиссурные боры с одинарной нарезкой выпускают для прямого, углового и турбинного наконечников четырех номеров каждый (№ 1, № 3, №5, №7).
Обратноконические боры выпускают тех же типов и размеров.
174
Таблица 10 Основные типоразмеры стальных боров (цит. по В. X. Сабитову)
Форма рабочей поверхности |
Номер бора |
Цилиндрические фиссурные с двойной нарезкой в т. ч. для углового наконечника Цилиндрические фиссурные с одинарной нарезкой Конические фиссурные с двойной нарезкой в т. ч. для углового наконечника Конические фиссурные с одинарной нарезкой Колесовидные Обратноконические Шаровидные в т. ч. для углового наконечника Финиры Полнры Ступенчатые Финиры цилиндрические Финиры конические Полиры рифленые Боры трепаны |
1, 3, 5, 7, 9, 11. 13 1, 3, 5, 7, 9 1, 3, 5, 7, 9 1, 3, 5, 7, 9, 11, 13 1. 3, 5, 7, 9 1. 3, 5, 7, 9 3, 5 1. 3, 5, 7, 9 1, 3, 5, 7, 9, 11, 13 1, 3, 5, 7, 9, 11 3.6,7 3, 5, 7, 9 1. 5 1. 7 5, 9 3, 5, 7, 9 9, 11 |
Шаровидные боры производят пяти размеров (№ 1, № 3, № 5, №7, №9) для прямого наконечника, четырех размеров (№ 1, №3, №5, №7) для углового наконечника длиной 17, 22, 27 мм и тех же номеров для турбинного наконечника.
Головки алмазные (рис. 16) применяются в клинике для препарирования дентинной части зуба, в лаборатории—для обработки металлических деталей зубных протезов.
Рабочая часть головок покрыта массой, содержащей порошок природного алмаза с размером зерен 63—125 мкм. Хвостовая часть абразивов изготовлена из стали марки 20Х13 или ХВ5.
Типоразмеры алмазных головок и их назначение представлены в табл. 11.
Круги и диски алмазные (рис. 17) предназначены для препарирования зубов при протезировании, имеют одну, две или три рабочие поверхности.
Рабочие поверхности покрыты алмазным порошком на никелевой основе. Конические диски имеют алмазное покрытие на внутренней поверхности и применяются для препарирования медиальных поверхностей конвергирующих зубов. Центровые отверстия у кругов и дисков служат для укрепления на винте дискодержателя.
В настоящее время выпускают круги диаметром 12 мм односторонние и двусторонние, диски диаметра 16 и 20 мм и конические диски (тарельчатые) диаметром 18 мм.
175
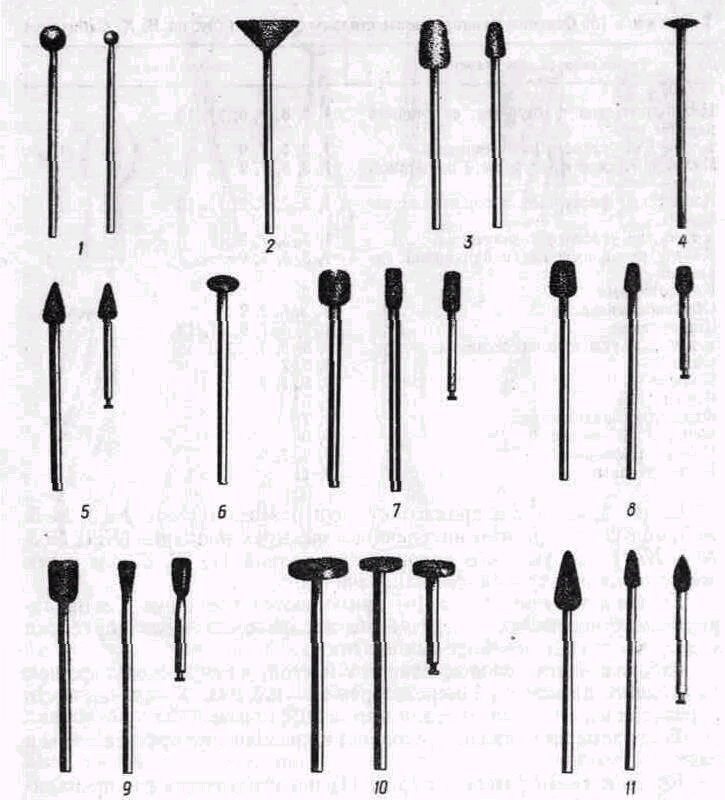
Рис. 16. Головки алмазные.
Фрезы зуботехнические (рис. 18) изготавливают из стали марок У10А или У12А. Имеют хорошую твердость. Предназначены для обработки и коррекции съемных пластиночных зубных протезов из пластмассы. Средняя наработка фрезы около 20 мин. Закрепляется в прямом, угловом или зуботехническом наконечнике.
Основные типоразмеры зуботехнических фрез представлены в табл.12. •
176
Таблица II. Типы и размеры алмазных головок
|
Вид |
наконеч |
вика |
|
|
Т«п |
*5 0 5 Я &. С |
<й о 03 о *•: Е->» |
И |
Диаметр головки, мм |
Назначение |
Шаровидные Цилиндрические с прорезью Цилиндрические Конические Обратнокониче-ские Колосовидные Чечевицеаидные ГГламевидные |
+ + + + + + + |
+ + + + + + 4-+ |
+ + + + |
1,& и 2 3 0,8; 1; 1,4; 2; 12,5 1,4; 2; 5 3; 5 4; 8 4; 8 1,2 |
Трепанация эмали, препарирование полостей Препарирование зубов, формирование пазов Препарирование зубов, формирование пазов Препарирование каналов и пазов Препарирование зубов Препарирование зубов Препарирование зубов Препарирование пазов, формирование полостей |

177
Таблица 12 Типы и размеры зуботехнических фрез
Форма |
Диаметр рабочей части, мм |
Цилиндрическая Колесовидная Колесовидная с двойной нарезкой Коническая трех типов Коническая двух типов для углового наконечника Овальная двух типов Овальная для углового наконечника |
4,5 8; 10, 12,5 8; 10 4; 5; 6 4 4; 5, 6 4 |