

Изготовление мостовидных протезов, не содержащих припоя
Ученые давно работают в направлении изыскания новых методов и технологий изготовления протезов, позволяющих устранить из практики ортопедической стоматологии припой, а вместе с ним отрицательное воздействие на организм человека, обусловленное наличием пайки и неоднородностью структуры металла.
В 1936 г. С. С. Филимонов предложил метод бесприпойного соединения частей мостовидных протезов, изготовленных из хромо-никелевой стали. М. Касимов и В. И. Кулаженко усовершенствовали, а Г. И. Сидоренко, А. Т. Бусыгин и другие исследователи детально разработали метод беспаечного протезирования.
Показания для изготовления беспаечных протезов те же, что и
65
для паяных. Опорные зубы препарируют обычным способом, получают слепок и изготавливают металлические коронки. Коронки припасовывают в полости рта и повторно получают слепок. Перед отливкой модели внутреннюю поверхность стенок коронок (кроме их пришеечной части) смазывают расплавленным зуботехническим воском. После моделирования промежуточного звена протеза это облегчает отделение его вместе с коронками от гипсовой модели. Затем отливают гипсовую модель, на которой наружную поверхность коронок, обращенную в сторону дефекта, механическим способом освобождают от окалины и приступают к моделировке промежуточного звена протеза.
Отмоделированное промежуточное звено отделяют от коронок, охлаждают в проточной воде и снова присоединяют к коронкам. Щель, образовавшуюся за счет усадки воска между коронками и промежуточной частью протеза, дополнительно заполняют расплавленным воском, а затем коронки вместе с промежуточным звеном отделяют от модели и приступают к выполнению литейных работ.
При отливке небольшого количества протезов (одного—трех) их располагают по центру над верхней частью стояка. Во время отливки под влиянием центробежной силы расплавленный металл заполняет литьевую форму и прочно соединяется с находящимися в форме коронками.
При массовом протезировании одновременная отливка небольшого количества работ в одном блоке экономически нецелесообразна. Для повышения производительности труда техника-литейщика, экономного расходования металла, формовочного материала и электроэнергии целесообразно отливки объединять в большие литьевые блоки. Следует учитывать, что отливка "беспаечных протезов отличается от обычного литья, так как в беспаечных протезах не только отливают промежуточное звено протеза, но и обеспечивают прочное соединение его с коронками.
Беспаечные протезы. В протезах с неустановление литников большой протяженностью промежуточной
и создание части посредине ее поверхности, обращен-литьевого блока в г - г
нои к альвеолярному отростку, устанавливают один восковой литник, круглый, диаметром 2,5—3 мм. Если протяженность промежуточной части составляет 3—4 звена, необходимо ставить не менее двух литников на альвеолярной поверхности тех звеньев, которые соприкасаются с коронками протеза. На конце литника при вводе его в отливку устанавливают дополнительный питатель-прибыль шаровидной формы, диаметр которого больше диаметра литника, но не меньше 2/3 поперечного сечения наиболее толстой части отливки.
При одновременной отливке большого количества беспаечных мостовидных протезов их объединяют в литьевом блоке. Наиболее
66
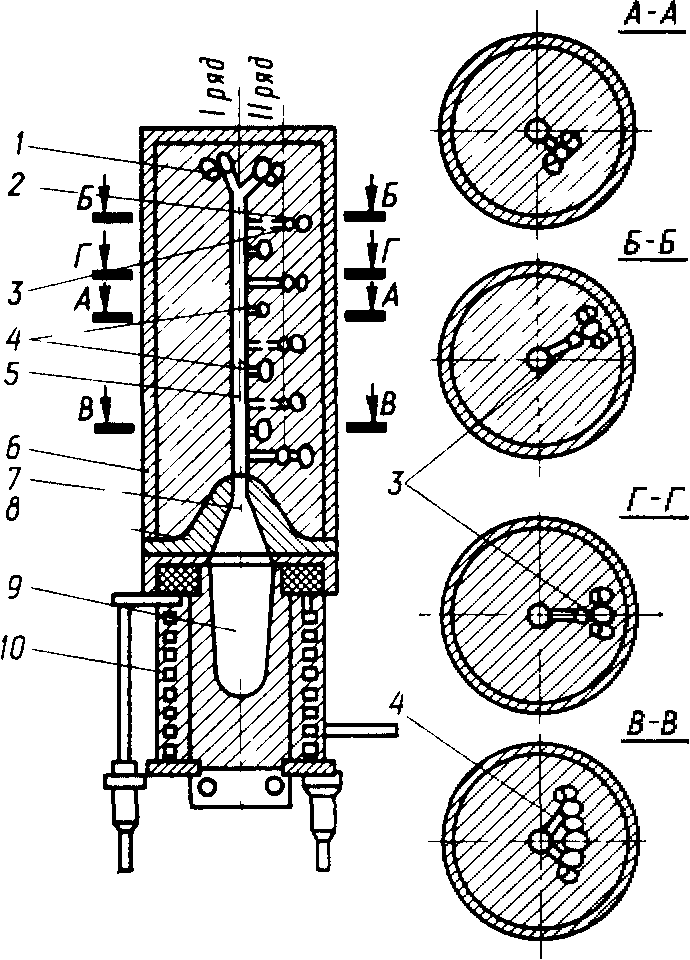
В первом ряду следует размещать более крупные протезы, во втором — средние и мелкие. Наиболее мелкие работы {консольные, фасеточные и др.) следует располагать над стояком в верхней части блока. Вся система блока объединяется общим стояком, изготовленным из воска и установленным на литьевом конусе. Стояк имеет круглую форму диаметром 8— 10 мм. В блоке он одновременно выполняет и роль дополнительного питателя для отливок, расположенных в первом ряду. Установление дополнительных питателей для отливок второго ряда обязательно.
Рис. 6. Схема отливки
беспаечного протеза.
к стояку и только в той части блока, которая в момент вращения центрифуги находится в стороне кюветы, противоположной направлению вращения центрифуги (рис. 6). Это обеспечивает максимальное давление жидкого металла на контактную поверхность коронки, что необходимо для прочного соединения коронки с промежуточной частью протеза. Отливка протезов обычная.
Отлитые протезы вместе с кюветой после извлечения из литейной печи охлаждают в проточной воде, а затем тщательно освобождают отливки от остатков облицовочной массы и литников.
Протезы до полировки обязательно подвергают термической обработке (рекристаллизации) в муфельной печи, в сухом кварцевом песке при температуре 1000 ... 1100 °С.
При таком способе отливки беспаечных мостовидных протезов достигается высокая прочность соединения коронок с промежуточной частью. Прочность сварки достигается тем, что при подогреве коронки в литьевой форме до 900 °С расплавленный металл под давлением центробежной силы дифундирует в стенку коронки, кон-тактируемую с промежуточной частью. Для увеличения давления заливаемого металла на стенку коронки кювету необходимо присоединять к плавильно-литьевой печи таким образом, чтобы зафор-
67
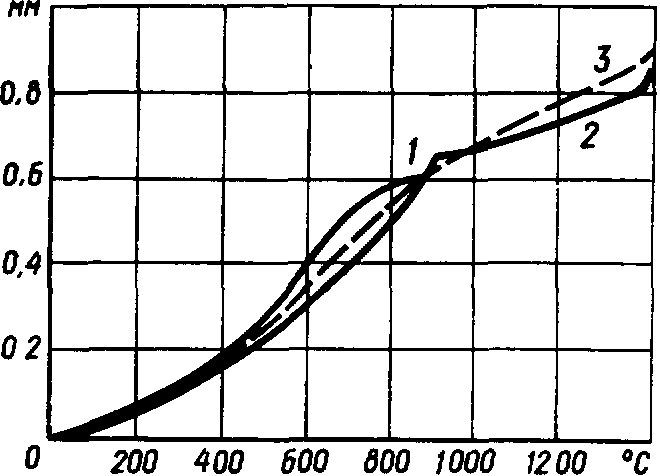
Рис. 7. Графическое
изображение термического расширения
литьевой формы и металла:
/—маршалита и
кварцевого песка; 2— хрононикелевой
стали; 3—усадка стали.
а), предупреждают уменьшение размеров протеза за счет усадки воска. С этой целью отмоделиро-ванную промежуточную часть
протеза отделяют от модели, а после охлаждения воска опять приклеивают к коронкам; образовавшуюся щель заполняют воском;
б) усадку расплавленного металла от начала его кристаллизации до полного отвердевания компенсируют за счет термического расширения литьевой формы (кварцевый песок и маршалит имеют одинаковое расширение с хромоникелевой сталью в пределах температур 0 ... 900 °С, рис. 7).
Компенсация усадки жидкой части металла (до начала кристаллизации) не требуется, так как силы молекулярного сцепления жидкого металла не могут преодолеть сил молекулярного сцепления литьевой формы, в которую заключены коронки. В связи с этим деформация и разрыв отливки не происходит.
Цельнолитые мостовидные протезы — одна из наиболее современных и целесообразных конструкций зубных протезов. Как и бес-паечные протезы, цельнолитые конструкции не содержат припоя — основного фактора, обусловливающего ряд патологических состоянии, связанных с электролитической диссоциацией и разностью потенциалов в полости рта лиц, пользующихся протезами.
С внедрением точного литья по выплавленным моделям, использованием литейно-плавильных печей индукционного действия и различных марок хромокобальтовой стали в стоматологическую практику изготовление цельнолитых протезов стало необходимым.
КХС в расплавленном состоянии обладают высокой текучестью, способны заполнять тонкостенные литьевые формы, в связи с чем стало возможным отливать не только промежуточные звенья мостовидных протезов, но одновременно и их якорные части — коронки. Это положительно отличает цельнолитые протезы от других конструкций не только в биологическом, но и в экономическом
68
отношении, так как техническое изготовление их осуществляется в один этап.
Поскольку КХС обладают высокой твердостью, обработка отлитых протезов затруднена. Для облегчения этой работы необходимо тщательное соблюдение технологии на каждом этапе их изготовления. Отливку можно осуществлять после отделения восковой репродукции протеза от гипсовой модели, что менее эффективно по сравнению с отливкой на огнеупорных моделях.
Огнеупорные модели более целесообразно отливать по дублированному слепку, полученному дублирующими массами с.уточненных гипсовых моделей, а не по обычному оттиску, снятому в полости рта.
В качестве огнеупорных масс обычно используют массы силамин и кристасил (см. с. 165). Более эффективными являются композиция В. П. Панчохи и соавторов, имеющая больший коэффициент термического расширения, поэтому способная компенсировать усадку КХС, и масса, предложенная С. И. Криштабом, М. И. Пясецкой и П. С. Флиссом, состоящая из 50 г маршалита, 50 г кварцевого песка, 5 г окиси магния, 20 г порошкообразного керамзита, 8—10 мл 1—2 % триэтаноламина, разведенного на ацетоне, 10—12 мл поли-этоксисилоксина-53, 1—2 капель аммиака водного.
Для достижения высокого эстетического эффекта необходимо применять комбинированные конструкции цельнолитых протезов, в которых пришеечный венчик с вестибулярной стороны отсутствует. Этот участок заполняют пластмассой или фарфором. Все это выгодно отличает протез в косметическом отношении и облегчает его снятие по медицинским показаниям.
Одним из видов бесприпойного соедине-
Импульсная лазерная цдд металлических частей является их сваока поотезов ,-.
сварка. Сварные швы имеют преимущество перед паяными, так как они обладают более высокими физико-механическими характеристиками, не содержат пористости, являющейся спутником паяных швов вследствие выгорания некоторых компонентов припоя, а также технологии паяния. Сварной шов также не способствует образованию дополнительных гальванических пар.
Первая попытка сварки металлических протезов была применена более 40 лет назад, однако метод распространения не получил, так как в то время не было аппаратов точного дозирования и локального наведения энергии, что приводило к перегреву и прожогу стенок соединяемых частей.
В. Я. Жерноватый с соавторами предложил проводить сварку металлических деталей при помощи плазмотрона, что также не нашло широкого применения в связи со сложностью технологии, низкой производительностью труда, негигиеничностью, так как меж-
69
ду свариваемыми частями оставались зазоры, в которые проникала слюна и пища.
Современный уровень развития промышленной техники позволяет внедрить в стоматологическую практику метод импульсной лазерной сварки при помощи аппарата «Квант-15».
Вначале аппарат настраивают на работу со следующими параметрами: энергия импульса излучения 3—4 Дж; диаметр луча 0,5— 1 мм; частота следования импульса 10 Гц. Затем на гипсовой модели (до начала пайки) фиксируют в нужном положении части (коронки и промежуточные звенья) точечной сваркой лазерным лучом. После сваривания деталей протез снимают с модели и производят основную (окончательную) пайку. Для этого, вращая протез, направляют луч лазера вдоль места контакта коронки и промежуточной части протеза до полного замыкания шва.
После завершения основной сварки проводят обработку (сглаживание) шва. Для этого при энергии импульса излучения 2,8 Дж на большой частоте его следования (до 20 Гц) луч проводят в направлении образовавшегося шва. Окончательную очистку шва производят щеткой.
Опыт стоматологических учреждений, применивших импульсную лазерную сварку протезов, подтверждает высокую эффективность метода. В комбинации с методом нанесения многослойных защитных нитридных покрытий вскоре он получит всеобщее признание.