

11. Типы производства, их технико-экономическая характеристика.
Уровень издержек производства, показатели использования труда и оборудования во многой степени зависят от типа производства. Тип производства – комплексная характеристика организации технического уровня производства по объему, номенклатуре, характеру загрузки рабочих мест, квалификации рабочих.
Существуют 3 типа производства: массовое, серийное, единичное. В свою очередь серийное производство делится на крупносерийное, среднесерийное, мелкосерийное. Критерием отнесения производства к тому или иному типу является коэффициент закрепления операции. Отнесение предприятия к какому-либо типу производства носит условный характер, т. к. даже в отдельных цехах могут сочетаться разные типы. Единичный тип производства характеризуется широкой номенклатурой изготавливаемых изделий, малым объемом их выпуска, выполнением на каждом рабочем месте разных операций. Серийный – выпуск осуществляется партиями и за одним рабочим местом закрепляется несколько операций. Массовое – характеризуется узкой номенклатурой, большим объемом выпуска.
12. Принципы рациональной организации производственного процесса.
Для рациональной организации производственного процесса (ПП) надо упорядочить выполнение всех работ во времени и пространстве. Для организации производства во времени используют показатель – длительность производственного цикла – это календарный фонд времени от начала до окончания производства конкретного вида изделия. Длительность цикла выражается в днях, часах или минутах. Структура производственного цикла включает время рабочего периода и время перерыва. В течение рабочего времени выполняются технологические операции, работы подготовительно-заключительного характера, транспортные, контрольные операции.
Время перерыва включает в себя: время межоперационного пролеживания – такое время определяется перерывами партионности, ожиданиями и комплектованиями. Перерывы партионности возникают при изготовлении изделий партиями и обусловлены тем, что уже обработанные изделия пролеживают, т. е. ждут всю партию. Перерывы ожидания вызываются несогласованностью длительностью двух смежных операций.
Еще в перерывы входит время межсменных перерывов, т.е время на обед, время между сменами, выходные и праздничные дни.
Выходные и праздничные дни.
Т. О. общая формула длительности производcтвенного Цикла

Тп-з – подготовительно-заключительное время t
Тто – длительность тех. Операций
Тк – время контрольных операций
Ттр. – транспортные операции
Те – время естественных процессов
Тмо – время межоперационного пролеживания
Тпер - время межсменных перерывов
Существует три вида движения предметов труда в процессе изготовления продукта: последовательный, параллельный, параллельно-последовательный.
При последовательном виде движения вся партия деталей передается на следующую операцию только после окончания обработки всех деталей. Последовательный цикл в таком случае будет max.
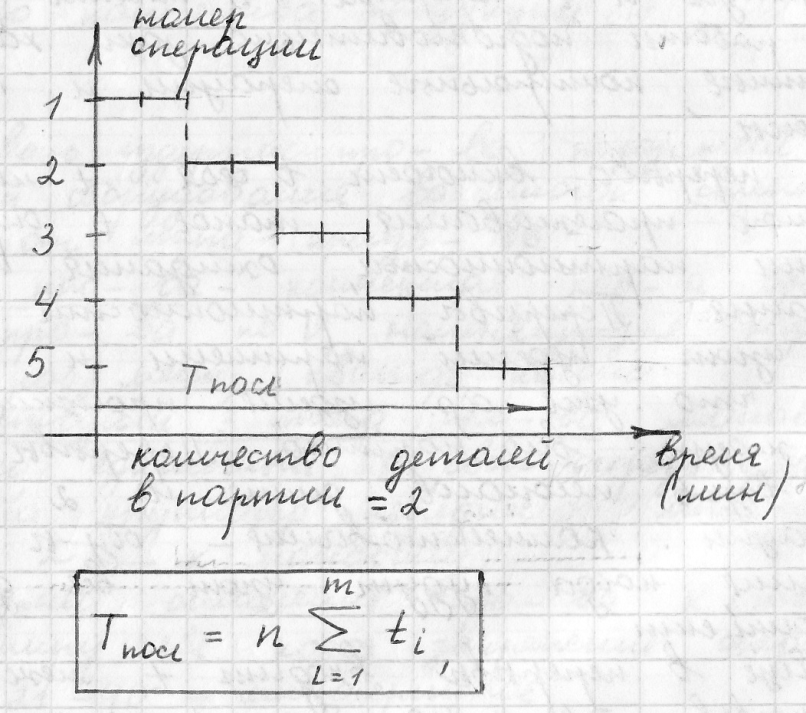

n – количество деталей в партии
m – количество операций
t – время обработки детали (изделия) на i-й операции
При параллельном типе движения каждая деталь передается на следующую операцию не ожидая остальных.
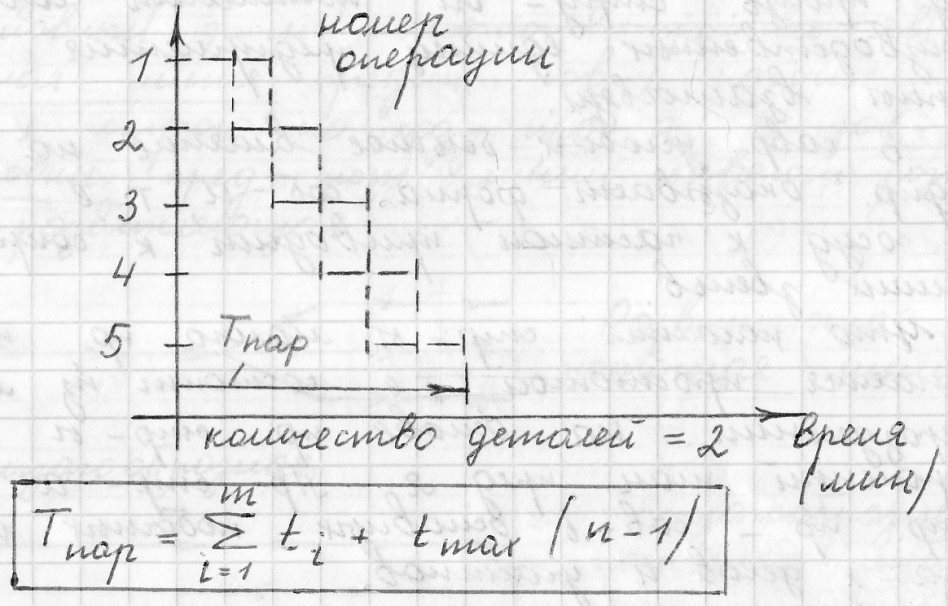

Длительность цикла при этом минимальна.
При параллельно – последовательном типе детали передаются транспортными партиями или поштучно при этом обр. на каждой партии не прерывается.
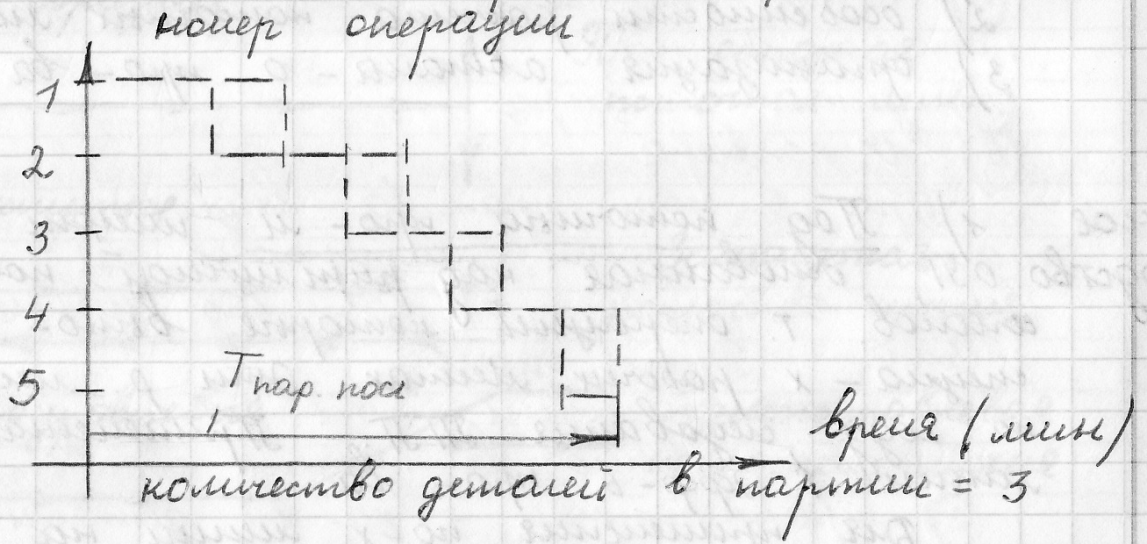
При этом длительность цикла будет больше чем при параллельном, но меньше чем при последовательном.

Сочетание частей ПП в пространстве обеспечивает производственной структурой предприятия.
Под производственной структурой понимают совокупность производственных единиц предприятия и формы взаимосвязи.