

14. Клеммовые соединения. Назначение, применение, виды соединений.
Клеммовое соединение— соединение валов и осей со ступицей, имеющей один или 2 продольных разреза, которая стягивается одним или несколькими винтами или болтами с гайками.
Соединения применяются для передачи крутящего момента или осевой силы на вал или на ось со стороны ступицы или наоборот.
Соединение обеспечивается силами трения, действующими между поверхностями вала и отверстия детали.
Достоинства
относительная простота конструкции, простота сборки или монтажа, возможность передачи большого крутящего момента или осевой силы. Самопредохранение от перегрузки. В отличие от шпоночного и зубчатого соединений, может служить также для крепления частей механизма под произвольным углом, а не только соосно, а также крепить деталь к валу в произвольном месте его длины.
Недостатки
затруднена точная установка ступицы относительно вала.
предельная осевая сила и крутящий момент ограничены силами трения сцепления.
По конструктивным признакам различают два основных типа клеммовых соединений: а) со ступицей, имеющей прорезь (рис. 5.1, а); б) с разъемной ступицей (рис. 5.1, б). Разъемная ступица несколько увеличивает массу и стоимость соединения, но при этом становится возможным устанавливать клемму в любой части вала независимо от формы соседних участков и других расположенных на валу деталей.

При соединении деталей с помощью клемм используют силы трения, которые возникают от затяжки болтов. Эти силы трения позволяют нагружать соединение как моментом (Г=Л), так и осевой силой Fa. Передача нагрузки только силами трения недостаточно надежна. Поэтому не рекомендуют применять клеммовые соединения для передачи больших нагрузок.
15 Шпоночные соединения
Шпоночные соединения, предназначенные в основном для передачи вращательного движения, применяются при отсутствии особых требований к точности центрирования соединяемых деталей.
По форме шпонки разделяются на призматические, клиновые, сегментные и тангенциальные. Призматические и сегментные шпонки создают ненапряженные соединения ступицы детали с валом, клиновые и тангенциальные - напряженные (при их монтаже) соединения, в которых рабочие поверхности шпонки и сопряженных с ней деталей находятся в напряженном состоянии еще до передачи нагрузки. В таких соединениях наблюдается перекос деталей при забивке шпонки в пазы вала и ступицы, и поэтому область их применения ограниченна.
Размеры сечения шпонок и пазов выбирают в зависимости от диаметра вала, длину шпонки - исходя из длины ступицы (несколько меньше ступицы).
Материал шпонок - обычно Стб, стали 45, 50 и другие с пределом прочности не ниже 590 МПа.
Призматические шпонки (рис. 7.5) изготавливают из чистотя-нутой стали прямоугольного сечения с отношением высоты к ширине от 1:1 (для валов малых диаметров) до 1:2. Узкие грани шпонки -рабочие. В тяжелонагруженных соединениях применяют шпонки призматические высокие, имеющие большую высоту и ширину.
Призматические шпонки иногда используют и как направляющие при осевом перемещении детали на валу. Шпонка, закрепленная на валу, называется направляющей, шпонка, скользящая вместе с деталью в пазу вала, - скользящей.
Для шпонок установлены следующие поля допусков: по ширине /г9; по высоте Ш при h = 2...6 мм и h 11 при h > 6 мм; по длине h 14. Поля допусков пазов установлены для трех типов шпоночных
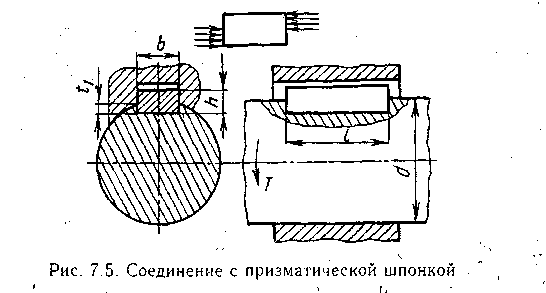
П![]() ринимается,
что нагрузка на рабочих гранях распределена
равномерно,
а ее равнодействующая приложена на
плече, равном d/2.
ринимается,
что нагрузка на рабочих гранях распределена
равномерно,
а ее равнодействующая приложена на
плече, равном d/2.
Соединения сегментными шпонками (рис. 7.6) применяют при валах небольших диаметров и сравнительно коротких ступицах колес. Шпонки выполняют в виде сегмента, что делает соединение наиболее технологичным как вследствие простоты изготовления самой шпонки, так и фрезерования шпоночного паза в валу (это касается и сборки). Однако вал сильно ослабляется глубоким пазом под шпонку. Исходя из этого, такие соединения целесообразно применять в условиях массового производства на малонагружен-ных участках валов, например на концах валов. Размеры шпонки выбираются из таблицы в зависимости от диаметра вала. В расчете на смятие принимаются те же допущения, что и для призматических шпонок
![]()
При выборе шпоночных соединений следует учитывать, что в технологическом отношении они являются самыми несовершенными из всех видов соединений.
16. Шлицевые соединения применяют для посадок с натягом или зазором деталей (зубчатых колес, шкивов, втулок и др.) на валу соединение имеют ряд преимуществ: детали на шлицевых валах лучше центрируются и направляются при передвижении вдоль вала; меньше напряжения смятия на гранях шлицев; выше прочность валов при динамических и переменных нагрузках. Наиболее распространены шлицевые соединения с прямоугольной прямобочной (рис. 232, а), звольвентной (рис. 232, б) и треугольной (рис. 232, в) формами шлицев.

В прямоугольных шлицевых соединениях применяют (для изготовления и эксплуатации) три способа центрирования (базирования) шлицевого вала и втулки: по боковым сторонам шлицев; по наружному диаметру шлицев; по внутреннему диаметру шлицев. Центрирование по боковым сторонам шлицев применяют в тех случаях, когда точность центрирования втулки не имеет существенного значения и в то же время необходимо обеспечить достаточную прочность соединения. В механизмах, где основное внимание уделяется кинематической точности передач, например в механизмах металлорежущих станков, автомобилей, тракторов и др., применяют центрирование по наружному D или внутреннему d диаметру шлицев (рис. 233, а). Центрирование по внутреннему диаметру применяют при обработке длинных валов, подвергающихся термообработке, так как в этом случае возможно одновременное шлифование боковых сторон зубьев (выступов) шлицев и внутреннего диаметра вала. При центрировании по наружному диаметру на углах шлицевых выступов вала, а при центрировании по внутреннему диаметру в углах шлицевых пазов отверстия делают фаски и скругления (рис. 233, б). При центрировании по внутреннему диаметру, а также при необходимости обеспечить контакт боковых сторон зубьев вала и пазов отверстия по возможно большей поверхности в углах впадин шлицевого вала делают канавки (рис. 233, в).
В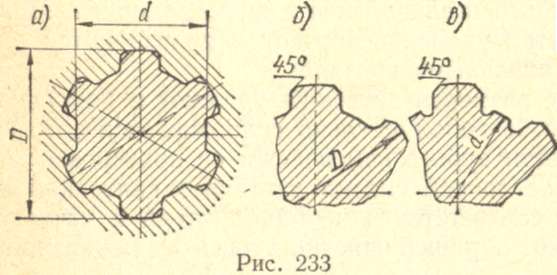 некоторых случаях применяют конические
прямоугольные соединения с конусностью
1 : 16.
некоторых случаях применяют конические
прямоугольные соединения с конусностью
1 : 16.
Шлицевые валы с прямоугольными зубьями обрабатывают специальными профильными фрезами в зависимости от диаметра и числа зубьев.
Эвольвентное шлицевое соединение используют для передачи значительных крутящих моментов, а также в тех случаях, когда к точности центрирования сопрягаемых элементов предъявляют повышенные требования. Эти соединения обладают повышенной прочностью благодаря постепенному утолщению зубьев от вершины к основанию, а также вследствие уменьшения концентрации напряжений у основания. Кроме того, благодаря применению при обработке шлицев червячной фрезы с прямолинейными режущими кромками обеспечиваются меньшая шероховатость поверхности и более высокая точность обработки шлицев, благодаря чему можно исключить последующее шлифование. При эвольвентном профиле шлицев можно допускать отделочные виды обработки, применяемые при зубонарезании: шевингование, шлифование по методу обкатки и др. Центрирование эвольвентных соединений осуществляют по наружному диаметру, боковым сторонам шлицев и по вспомогательной цилиндрической поверхности (хвостовику). Наиболее часто применяют центрирование по- боковым сторонам шлицев. Треугольные шлицевые соединения используют главным образом для неподвижных соединений при небольших крутящих моментах (чтобы избежать применения посадок с натягом), а также для тонкостенных втулок. Центрирование при этом виде шлицевых соединений осуществляют только по боковым сторонам шлицев.