

95. Смазка подшипников качения
Смазка существенно влияет на долговечность подшипников. Она уменьшает трение, снижает контактные напряжения, защищает от коррозии, способствует охлаждению подшипника. Для смазки подшипников качения применяют пластичные (густые) мази и жидкие масла. Жидкая смазка более эффективна для охлаждения и уменьшения потерь. Необходимое количество смазки для подшипников качения очень невелико. Излишнее количество смазки только ухудшает работу подшипника. Например, если сепаратор погрузить в масло, то оно будет препятствовать его свободному вращению, увеличиваются потери и нагрев подшипника. Подшипниковые узлы необходимо тщательно защищать от попадания пыли и грязи. В противном случае долговечность подшипников резко снижается.
Одним из важнейших условий работы подшипника является правильная его смазка. Недостаточное количество смазочного материала или неправильно выбранный смазочный материал неизбежно приводит к преждевременному износу подшипника и сокращению срока его службы.
Смазка определяет долговечность подшипника не в меньшей мере, чем материал его деталей. Особенно возросла роль смазки с повышением напряженности работы узлов трения: с повышением частот вращения, нагрузок и в первую очередь температуры (наиболее значительного фактора, обусловливающего долговечность смазочного материала в подшипнике).
Смазочный материал в подшипниковых узлах выполняет следующие основные функции: образует между рабочими поверхностями необходимую упругогидродинамическую масляную пленку, которая одновременно смягчает удары тел качения о кольца и сепаратор, увеличивая этим долговечность подшипника и снижая шум при его работе;
уменьшает трение скольжения между поверхностями качения, возникающее вследствие их упругой деформации под действием нагрузки при работе подшипника;
уменьшает трение скольжения, возникающее между телами качения, сепаратором и кольцами;
служит в качестве охлаждающей среды;
способствует равномерному распределению тепла, образующегося при работе подшипника, по всему подшипнику и предотвращает этим развитие высокой температуры внутри подшипника;
защищает подшипник от коррозии;
препятствует проникновению в подшипник загрязнений из окружающей среды.
Выбор метода смазывания подшипников: Смазывание подшипников качения в основном выполняется с помощью пластичных смазочных материалов (пластичными смазками) и жидких масел. В некоторых случаях (сверхвысокие или сверхнизкие температуры, работа в особых средах и т.д. и т.п.) используются твердые смазочные материалы и специальные покрытия элементов трения.
Главными критериями выбора вида смазочного материала являются рабочие условия подшипников качения, а именно:
температура,
нагрузка,
скорость вращения,
колебания,
вибрации,
ударная нагрузка,
влияние окружающей среды (температура, влажность, агрессивность и др.)
Другими критериями выбора могут быть:
чистота,
низкий уровень шума,
пищевые допуски,
соответствие экологическим требованиям.
Жидкие масла являются, несомненно, наиболее предпочтительными для смазывания подшипников. Во всех случаях, где это возможно, следует применять именно их. Существенным преимуществом жидких масел по сравнению с пластичной смазкой является улучшенный отвод тепла и частиц изношенного материала от узлов трения, а также отличная проникающая способность и отличное смазывание. Однако по сравнению с пластичной смазкой недостатками жидких масел являются конструкционные расходы, необходимые для того, чтобы удержать их в подшипниковом узле, а также опасность их утечки. Поэтому на практике по возможности стараются применять пластичные смазочные материалы. Основное преимущество пластичной смазки перед жидким маслом заключается в том, что она более длительное время работает в узлах трения и снижает, таким образом, конструкционные расходы. Более 90% всех подшипников качения смазываются именно пластичной смазкой

Пластичные смазки – это мазеобразные продукты, чьи состав и свойства разработаны для снижения трения и износа при превышении широчайшего предела температур и периода времени. Смазки бывают твердыми, полужидкими или мягкими, состоящими из:
загустителей,
смазочной жидкости, выступающей в качестве базового масла,
добавок (присадок).
Масло, присутствующее в смазочном материале, называется его базовым маслом. Пропорции базового масла могут изменяться в зависимости от типа и количества сгустителя и возможного применения смазки. Для большинства смазок, содержание базового масла колеблется от 85% до 97%.
В качестве базовых масел используют:
минеральные масла,
синтетические масла, в том числе сложноэфирные синтетические и силиконовые масла;
на растительных маслах;
на смеси вышеперечисленных масел (в основном минеральных и синтетических).
Наиболее широкого применяются пластичные смазки на основе минерального масла и металлических мыл, металлических комплексных мыл, неорганических и органических загустителей. Они пригодны для работы при температуре до 150 ºС.
Синтетические смазки превосходят минеральные по ряду качеств, таких как неокисляемость, низко- и высокотемпературные характеристики, устойчивость по отношению к жидким и газообразным реагентам. Специальное синтетическое базовое масло и загуститель играют немаловажную роль в определении вышеуказанных свойств.
Сложноэфирное синтетическое масло – это сочетание кислоты, спирта и воды в качестве субпродукта. Сложные эфиры высоких спиртов с двухосновными жирными кислотами формируют сложноэфирные масла, используемые в качестве синтетических смазочных масел и базовых масел. Такие пластичные смазки обычно используются для низких температур и высоких скоростей.
Различные виды силиконового базового масла имеют в своем составе метил силикона, фенил метил силикона, хлорофенилметил силикона и т.д. В дополнение к обычным металлическим и комплексным мылам, синтетические органические загустители имеют важное значение для производства силиконовых смазок. Они позволяют полнее использовать хорошие высокотемпературные характеристики силиконовых масел. Силиконовые смазки также имеют очень хорошие низкотемпературные параметры. Недостатком является малая нагружаемость смазочной пленки силиконовой смазки. Они непригодны для трения скольжения металла по металлу, так как может появиться значительный износ или рифление.
В последнее время получили распространение пластичные смазки на основе перфторированного полиэфирного масла (PFPE), обладающего исключительной термической стабильностью и нетоксичностью, способностью работать в условиях глубокого вакуума и нейтральностью к широкому спектру химических веществ. Смазки с использованием PFPE разрабатываются специально для эксплуатации в условиях:
высоких температур - до 300 ºС;
глубокого вакуума - остаточное давление до 10-10 Па и менее;
агрессивных сред;
возможного контакта с пищевыми продуктами;
контакта с различными полимерами.
Растительные масла в качестве базовых масел пластичных смазок применяются крайне редко. В основном, когда требуются применение возобновляемых ресурсов и возможность биологического распада. Масло из семян рапса — очень экономически эффективное натуральное эфирное базовое масло. Узкий температурный диапазон ограничивает возможности использования. Подсолнечное масло имеет более широкий температурный диапазон. Однако более высокая цена ограничивает экономические возможности использования.
Для снижения себестоимости в ряде случаев смешиваются дешевые и дорогие виды или сорта базовых масел. Однако при этом эксплуатационные свойства пластичных смазок, основанные на смешенных маслах, могут ухудшиться.
Загустители делятся на мыльные и немыльные, и сами по себе придают смазке определенные свойства. Мыльные смазки могут быть разделены на простые и сложные (комплексные) мыльные смазки, каждая из которых определяется названием катиона, на котором основано мыло (т.е. литиевые, натриевые, кальциевые, бариевые или алюминиевые мыльные смазки).
Смазочные вещества, изготовленные из алюминиевых мыл и минеральных масел, характеризуются прозрачностью, хорошим сцеплением и хорошей устойчивостью к воде. Они были очень важны в 1940-х годах, но в настоящее время их место занято другими смазками, например литиевыми. Это связано с тем, что смазки с алюминиевым мылом более устойчивы к сдвигу, имеют относительно низкую точку каплепадения (около 110 0С), и они могут превращаться в гель. Максимальные температуры колеблются в пределах от 60 0С до 100 0С.
Смазочные материалы, производящиеся из комплексных алюминиевых мыл и минеральных или синтетических базовых масел (таблица 3.1), имеют высокую температурную стабильность, хорошую водостойкость; расчетные температуры находятся в пределах до 140 ºC, точка каплепадения в некоторых случаях может превышать 250 ºC.
Смазки, производимые из бариевого или комплексного бариевого мыл с минеральными или синтетическими базовыми маслами (таблица 3.2), имеют хорошую водостойкость, высокую нагружаемость и высокую устойчивость к сдвигам. Точка каплепадения для смазки на основе бариевого мыла составляет около 150 ºC, точка каплепадения для смазок на комплексного бариевого мыла может превышать 220 ºC в некоторых случая (в зависимости от их консистенции). За последние три десятилетия смазочные материалы на основе комплексного бариевого мыл хорошо зарекомендовали себя во всех областях промышленности. Промышленное производство смазок на основе комплексного бариевого мыла достаточно сложно.
Смазочные материалы основаны на минеральных или синтетических маслах со сгустителями в виде металлических мыл кальция (таблица 3.3), точка каплепадения смазки на основе кальциевого мыла составляет менее 130 ºC. Сегодня Са-12-гидроксистеарат используется почти для всех простых кальциевых смазок. Эти смазки разрушаются, если термически перегружены, т.к. вода в загустителе испаряется.
В применимых диапазонах температур приблизительно до 70 ºC, смазки на основе кальциевых мыл становятся водоотталкивающими и полностью водостойкими. Соответственно, концентрация загустителя остается высокой. Если происходит перегрев, то образуется большое количество золы. Смазки на основе кальциевого мыла имеют ограничения только при использовании для роликоподшипников, но эти смазки используются в качестве герметичной смазки для предотвращения попадания воды. Современные смазки на основе комплексного кальциевого безводного мыла (таблица 3.4) имеют диапазон температур, превышающий 120/130 ºC, а также точку каплепадения свыше 220 ºC. Они имеют хорошую водостойкость в указанном диапазоне температур.
Смазки на основе минеральных или синтетических масел, загущенные литиевым мылом (рисунки 3.4 - 3.5), отвечают современным стандартам высокого качества, широкого применения и относятся к универсальным смазкам. Сегодня Li-12-гидростеарат используется практически во всех простых литиевых смазках. Они водонепроницаемы, имеют высокую точку каплепадения (около 180 ºC), и имеют хорошие и очень хорошие высокотемпературные характеристики, зависящие от базового масла и его вязкости. Смазки на основе комплексных литиевых мыл характеризуются высокой термической стойкостью с точкой каплепадения, превышающей 220 ºC, а также высокой стойкостью к окислению.
Смазочные материалы, изготовленные с применением натриевых или комплексных натриевых мыл (таблицы 3.7 и 3.8) и минеральных масел, имеют хорошие адгезионные свойства. Вместе с водой они превращаются в эмульсию, и таким образом, совершенно теряют водостойкость. Малое количество воды поглощается без этого вредного воздействия, но если будет большее количество воды, то смазка превратиться в жидкость и у нее появиться способность к вытеканию. Натриевые смазки имеют относительно малые низкотемпературные характеристики, с диапазоном расчетных температур от –20 до 100 ºC. Смазки на основе комплексного натриевого мыла имеют лучшую стойкость к высоким температурам (до 160 ºC), и водостойкость в пределах до 50 ºC. Смазки на основе комплексных натриевых мыл, содержащие минеральные или синтетические масла, считаются хорошими смазками для высокотемпературных и длительных применений.
Гелевая смазка содержит неорганический загуститель, т.е. бентонит или силикагель (таблица 3.9). Этот загуститель состоит из очень тонко распределенных твердых частиц. Пористая поверхность этих частиц имеет свойство поглощать масла. Гелевые смазки не имеют четко определенной точки каплепадения или точки плавления. Они применяются в широком диапазоне температур, водостойкие, но сопротивляемость коррозии часто относительно слабая, что подходит для использования при высоких скоростях и больших нагрузках.
Полимочевины – это синтетические органические загустители для смазочных материалов. Их точки каплепадения и точки плавления в зависимости от их консистенции превышают 220 0С. Они обладают превосходной водостойкостью и хорошей смазочной способностью для металлопластиковых пар трущихся деталей и для эластомеров в зависимости от типа базового масла и вязкости. Полиуретановые смазки (таблица 3.10) на основе отдельных видов минеральных или синтетических масел являются хорошими смазками, используемыми длительное время и при высоких температурах.
Использование пластиков как синтетических органических загустителей привело к новым разработкам в области смазочных материалов (таблица 3.11). PTFE (тефлон) - один из самых термоустойчивых загустителей для высокотемпературных смазок и смазок длительного использования, базовыми маслами которых являются высококачественные масла, такие как перфторалкиловое сложноэфирное синтетическое масло. Смазки, загущенные PTFE, не имеют определенных точек каплепадения и точек плавления. Из-за своей сравнительно низкой точки плавления, PE (полиэтилен) достаточно редко используется в качестве загустителя.
Присадки препятствуют износу и коррозии, обеспечивают дополнительный эффект снижения трения, улучшают сцепление смазки и предотвращают повреждения при пограничном и смешанном процессе трения. Таким образом, присадки улучшают качество, технические характеристики и, особенно, области применения смазки.
№96
Муфты применяют практически во всех машинах и механизмах. Конструкция муфт весьма разнообразна. Тип муфты выбирают в зависимости от тех требований, которые предъявляют к ней, в данном приводе. Например, муфта должна компенсировать несоосность валов, уменьшать динамические нагрузки, предохранять привод от перегрузки, позволять включение и выключение привода в процессе эксплуатации и т. д.
Большинство конструкций приводных устройств имеет две муфты. Одна из них соединяет двигатель и редуктор, вторая — редуктор и исполнительный механизм. При установке двигателя и редуктора на
общей раме допускаемая несоосность вала сравнительно невелика. Поэтому от первой муфты не требуется высоких компенсирующих свойств. Так как эта муфта соединяет сравнительно быстроходные валы, то в целях уменьшения пусковых и других динамических нагру- зок она должна обладать малым моментом инерции и упругими свой- ствами.
Вторая муфта соединяет сравнительно тихоходные валы (например, редуктор и приводной вал транспортера). К ней можно не предъявлять повышенных требований в отношении малого момента инерции. В. то же время, если исполнительный механизм и привод не располагаются на общей раме, от этой муфты требуются сравнительно' высокие компенсирующие свойства.
Если стандартные муфты не удовлетворяют условиям- конструкции, проектируют специальные муфты.
При проектировании специальных муфт необходимо максимально; использовать элементы конструкции стандартных муфт: упругие пальцы , упругие оболочки, разрушающиеся предохранительные элементы, фрикционные диски и др.
Основной (паспортной) характеристикой любой муфты является крутящий момент, на передачу которого она рассчитана. По этому моменту рассчитывают проектируемые или подбирают стандартные муфты:
МНК≤ [M]
где МН — номинальный момент нагрузки, К — коэффициент динамичности нагрузки (привода).
Величину К рассчитывают с учетом динамики привода или принимают по рекомендациям.
При подборе стандартных муфт учитывают также диаметр концов валов, которые муфты должна соединять.
Для некоторых типов муфт в стандарте указывают предельную частоту вращения, которую определяют по прочности вращающихся частей под действием центробежных сил или по износостойкости (жесткие компенсирующие муфты), усталостной прочности и нагреву рабочих элементов (упругие компенсирующие муфты).
№97
На начальной стадии проектирования расположение плоскостей действия нагрузок неизвестно, поскольку неизвестны осевые размеры ступиц зубчатых колес, шкивов, звездочек, муфт, подшипников, уплотняющих устройств, зависящие от диаметра вала. Известен только крутящий момент. Поэтому на данной стадии проектирования производится предварительный расчет диаметра вала исходя из условия прочности только на кручение по пониженному допускаемому напряжению с тем, чтообы несколько компенсировать влияние изгибных напряжений, переменность режима нагружения и концентрацию напряжений.
Как правило, определяются диаметры выходных концов вала, т.е. участков вала, передающих преимущественно крутящие моменты, из условия прочности τ = Т/WK≤|τ| , где WK=0,2d3 – момент сопротивления вала при кручении. Тогда

где
d-диаметр
вала, мм; Т- крутящий момент, Н*м;
 -
допускаемое условное напряжение при
изгибе, МПа.
-
допускаемое условное напряжение при
изгибе, МПа.
Для выходных концов валов, при ориентировочном расчете = 20...25 МПа, для промежуточных валов под зубчатыми колесами = 10...20 МПа, причем для быстроходных валов значения понижаются. Диаметры входного и выходного концов валов необходимо
согласовывать с посадочными диаметрами муфт и электродвигателей
или с ГОСТ 12081-72 и ГОСТ 12080-66 на конические и цилиндрические концы валов.
№98
Обычно габаритные размеры и диаметры поверхностей трения принимают из конструктивных соображений или ориентировочно назначают в зависимости от диаметра вала d:
для масляных муфт D1= (l,5...2)d; D= (l,5...2) D1; [z]≤ 16;
для сухих муфт D1= (2...3)d; D= (l,5...2,5)Z) D1; [z]<6,
где D1— внутренний диаметр дисков, мм; D — наружный диаметр дисков, мм; z — число пар поверхностей трения.
Расчетный момент Tp=βT , где β= 1,25...1,5 — коэффициент запаса сцепления, учитывает возрастание крутящего момента при небольших перегрузках во избежание при этом буксования (вместо Р при значительных перегрузках следует пользоваться коэффициентом режима работы К).
Число пар поверхностей трения определяется из условия непревышения величины допускаемого давления (дисков или их фрикционных обкладок):
Определенное расчетом z округляют до целого (четного) числа и затем принимают количество ведущих дисков z1 = 0,5z и ведомых дисков z2 = 0,52+1. Общее число дисков в муфте не должно превышать 25...30 из-за постепенного уменьшения давления на диски, что приводит на практике к уменьшению величины передаваемого крутящего момента по сравнению с расчетным и ухудшает расцепляемость дисков. В таких случаях муфту следует пересчитать, увеличивая диаметры дисков D1 и D, если это совместимо с конструкцией, или принять другие фрикционные материалы на дисках, обеспечивающие повышение коэффициента трения.
Рабочая ширина дисков
 ;
;
средний диаметр рабочей части дисков
 ;
;
Чаще всего применяется отношение

При
этом возможно изменение
 в
пределах
в
пределах

Средняя окружная скорость

в зависимости от нее принимают коэффициент Kϑ. Коэффициент Kz принимается ориентировочно в зависимости от ожидаемого числа ведущих дисков z1 и впоследствии при необходимости уточняется для часто включаемых масляных муфт. Для сухих муфт Kz= 1. Большое число включений в час (> 90) следует учитывать коэффи- циентом Кm . Значения давления уточняются этими коэффициентами при определении величины расчетного допускаемого давления [q]:
[q] =[qo] Kϑ KzKm. По условию отсутствия износа q≤[qo].
Для включения многодисковой муфты потребуется осевое усилие

Допускаемая величина [Fa] не должна быть больше величины
№99
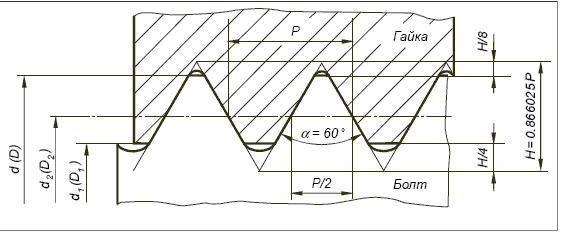
К
геометрическим параметрам резьб
относятся:
•
d2 (D2) – средний диаметр резьбы соответственно
болта и гайки;
•
d (D) – наружный диаметр резьбы соответственно
болта и гайки;
•
d1 (D1) – внутренний диаметр резьбы
соответственно болта и гайки;
•
Р – шаг резьбы;
•
α – угол профиля резьбы.
Так как при завинчивании резьбы возникают силы трения на боковых поверхностях резьбы, которые зависят от нормальных реакций, то в значительной мере можно влиять на величину силы трения изменением угла профиля резьбы, поэтому вводим понятие приведенного коэффициента трения в резьбе.
Приведенный коэффициент трения в резьбе
где fр – действительный коэффициент трения в резьбе; α – угол профиля резьбы.
№100