

20. Ручная и механическая формовка песчаных смесей
Ручную формовку применяют а единичном и мелкосерийном производствах при изготовлении крупных отливок. В большинстве случаев песчаные разовые формы изготовляют в парных опоках по разъемной модели. Кроме того, в парных опоках производят формовку по неразъемной модели. Для крупных отливок массой в несколько десятков тонн формы изготовляют в специальных ямах {кессонах}, дно которых находится ниже уровня пола цеха. Стенки и дно кессона, как правило, облицовывают батоном или железобетоном. Машинная формовка — основной метод изготовления литейных форм в парных опоках — осуществляется по модельным плитам. Машинная формовка позволяет механизировать уплотнение формовочной смеси в опоках и удаление модели из формы (самые трудоемкие операции), а также произвести вспомогательные oneрации: поворот полуформ, устройство литниковых систем и др. При машинной формовке улучшается качество уплотнения форм, повышаются точность геометрических размеров отливок и производительность. Уплотнение формовочной смеси производят на встряхивающих и прессовых машинах, а также с помощью пескомета.
При уплотнении форм на встряхивающих машинах (рис.22, а) стол 2 вместе с модельной плитой 3, опокой 4 и формовочной смесью поднимается сжатым воздухом на высоту 60—80 мм, а затем автоматически происходит выпуск воздуха из полости цилиндра в атмосферу и стол падает, ударяясь о станину /. Под действием сил инерции лежащие выше слои давят на лежащие ниже и происходит уплотнение формовочной смеси. Встряхиванием можно уплотнять формовочную смесь в опоках любой высоты.
21. Заливка литейных форм.
Сборка литейных форм включает установку стержней, контроль точности размеров основных полостей формы, накрывание нижней полуформы верхней, скрепление полуформ перед заливкой.
Заливают формы расплавленным металлом из конических, барабанных и других ковшей, футерованных огнеупорным материалом и высушенных до полного удаления влаги. Температура заливки металла зависит от рода сплава, толщины стенок отливок, их конфигурации и т. п. Заливку форм ведут без перерыва, с полным заполнением литниковой чаши.
После заливки и охлаждения металла отливки выбивают из форм на вибрационных решетках и очищают от приставшей или пригоревшей формовочной смеси в очистных барабанах или дробеметных устройствах камерного или барабанного типа. При очистке в дробеметных устройствах отливки подвергаются ударному воздействию струи металлической дроби, выбрасываемой Дробе-метным колесом со скоростью до 70 м/с. Обрубку и зачистку отливок от остатков питателей, заусенцев и заливок производят абразивными кругами или на обрезных прессах.
22. Литье по выплавляемым моделям.
Сущность способа литья по выплавляемым моделям заключается в процессе получения отливок из расплавленного металла в формах , которые не требуют разъема, так как рабочая полость образуется в результате удаления (вытекания) легкоплавкого материала модели при ее предварительном нагревании. Выплавляемые модели изготовляют из модельных составов, состоящих из двух и более компонентов. Для изготовления моделей широко используют модельный состав Р-3, который содержит парафин, синтетический церезин, буроугольный воск и кубовый остаток. Этот состав хорошо заполняет полость пресс-формы, дает четкий и чистый отпечаток. Выплавляемые модели изготовляют в пресс-формах, состоящих из двух и более частей с вертикальным или горизонтальным разъемами. Для извлечения моделей из пресс-форм применяют специальные толкатели.
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы (рис. 23, а) на автоматических установках или вручную. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в ванну с холодной водой. Затем модели собирают в блоки (рис. 23, б) с общей литниковой системой, которая создается припаиванием, приклеиванием или механическим скреплением частей. В один блок объединяют от 2 до 100 моделей. Формы по выплавляемым моделям изготовляют из специальной огнеупорной смеси, состоящей из связующего, гидролизованного раствора этилсиликата, огнеупорного наполнителя — пылевидного кварца и других компонентов. Формы по выплавляемым моделям изготовляют многократным погружением разовой модели в огнеупорную смесь (рис. 22, в) с последующей обсыпкой (рис.23, г) и отверждением на воздухе. Обсыпку обычно наносят в три-пять слоев. Модели из форм удаляют выплавлением при нагреве (рис. 23, д, е) в горячей воде или паром. После удаления модельного состава тонкостенные литейные формы заформовыаают в опоки (рис. 23, ж), а затем прокаливают в печи (рис.23 з) при температуре 850—950 °С для удаления остатков модельного состава. Заливку форм по выплавляемым моделям производят в нагретом состоянии сразу же после прокалки. Заливка может быть свободной, под действием центробежных сил, в вакууме и т. п. После затвердевания расплавленного металла и охлаждения отливки удаляют из форм механическими, а также химическими методами, очищают, обрубают и, как правило, подвергают термической обработке.
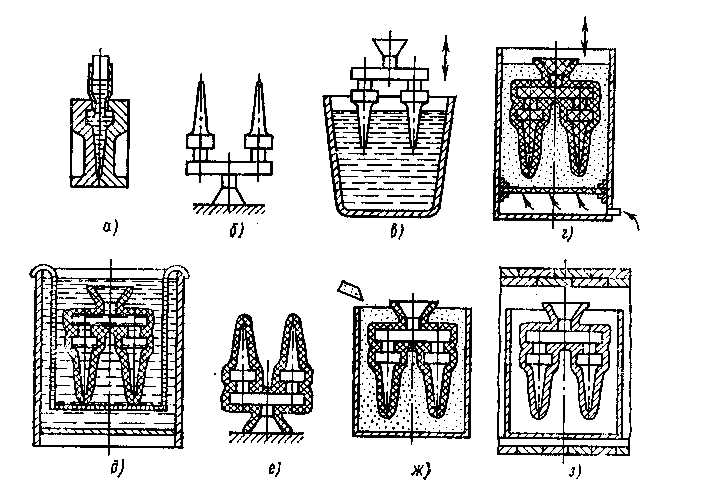
Рис. 23. Последовательность операций формовки при литье по выплавляемым моделям
Процесс изготовления заготовок литьем по выплавляемым моделям механизирован и автоматизирован. Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из любых сплавов, сокращает объем механической обработки, создает благоприятные условия для хорошего заполнения литейных форм, что позволяет получать отливки из сплавов с низкими литейными свойствами. Этим способом получают отливки массой 0,02—15 кг с отверстиями диаметром до1 мм и толщиной стенок до 0,5 мм. Литьем по выплавляемым моделям отливают многие детали и заготовки для приборостроительной, авиационной и других отраслей промышленности. Вместе с тем недостатком этого способа является сложность и длительность процесса изготовления отливок, применение специальной дорогостоящей оснастки.