

78. Источники образования тепла и уравнение теплового баланса при резании.
Резание сопровождается образованием теплоты. Количество теплоты Q (Дж/мин), выделяющейся в единицу времени, Q = PzV.
Причинами образования теплоты являются упруго-пластическое деформирование в зоне стружкообразования, трение стружки о переднюю поверхность лезвия инструмента, трение задних поверхностей лезвия инструмента о поверхность резания и обработанную поверхность заготовки
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур (800—1000 °С) вызывает структурные превращения в материале, из которого он изготовлен, снижение твердости инструмента и потерю его режущих способностей.
Для уменьшения отрицательного влияния теплоты на резание обработку следует вести с применением смазочно-охлаждающих средств. В зависимости от технологического метода обработки, физико-механических свойств материалов обрабатываемой заготовки и режущего инструмента, а также от режима резания применяют различные смазочно-охлаждающие средства, которые можно разделить на следующие группы:
жидкости: водные растворы солей, эмульсии, растворы мыл; минеральные, животные и растительные масла; минеральные масла с добавлением фосфора, серы, хлора (сульфофрезолы); керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсия с добавлением смазывающих веществ графита, парафина, воска;
газы и газообразные вещества: газы С02, СС14, N55; пары поверхностно-активных веществ; распыленные жидкости (туман) и пены;
твердые вещества: порошки воска, парафина, петролатума, битума; мыльные порошки.
Чаще всего при обработке резанием применяют смазочно-охлаждающие жидкости. Обладая смазывающими свойствами, жидкости снижают внешнее трение стружки о переднюю поверхность лезвия инструмента и задних поверхностей лезвия инструмента о заготовку. Одновременно снижается работа деформирования. Общее количество теплоты, выделяющейся при резании, уменьшается. Смазочно-охлаждающие средства отводят теплоту во внешнюю среду, охлаждая тем самым режущий инструмент, деформируемый слой и обработанную поверхность заготовки.
80. Схемы обработки поверхностей при токарной обработке.
Схемы основных видов обработки поверхностей, показанные на рис.59 являются типовыми, так как их можно реализовать на универсальных токарных станках, полуавтоматах, автоматах и станках с ЧПУ.
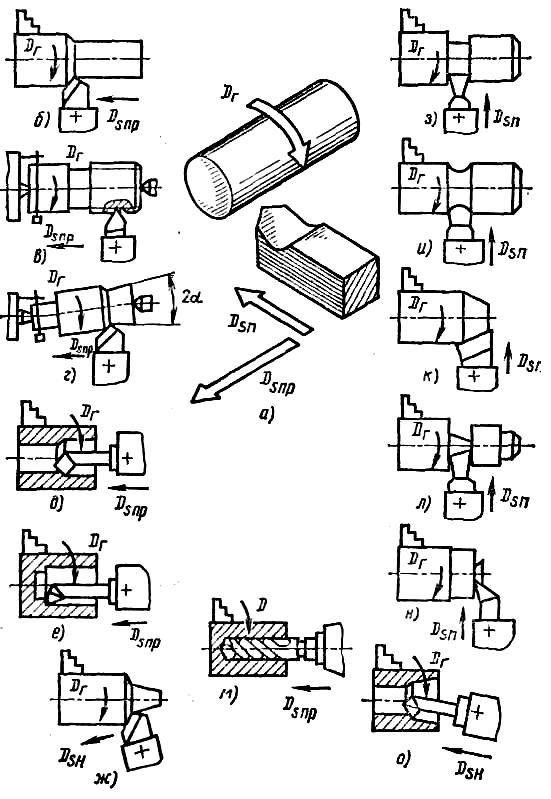
Рис.59 Схемы обработки поверхностей заготовок на токарно-винтореэном станке.
Обработка поверхностей осуществляется с продольным или поперечным движением подачи (рис. 59 а). Формообразование поверхностей при обработке с продольным движением подачи осуществляется по методу следов, при обработке с поперечным движением подачи — в основном по методу копирования. Перемещения инструментов в направлениях движения подачи зависят от, типа станка, и управление ими осуществляется вручную (на универсадьных станках) от кулачков и копиров (на полуавтоматах и автоматах) или по управляющим командам программы системы ЧПУ станка.
Наружные цилиндрические поверхности обтачивают прямыми (рис.59 6) или упорными проходными резцами. Заготовки гладких валов обтачивают, устанавливая их в центрах. Заготовки ступенчатых валов обтачивают по схемам деления припуска на части или по схемам деления длины заготовки на части.
Наружные (рис.59е) и внутренние резьбы нарезают резьбовыми резцами, форма режущих кромок которых определяет профиль нарезаемых резьб. Нарезают как однозаходные, так и многозаходные резьбы.
Точение длинных пологих конусов (2ά= 8 ... 10") производят смещая в поперечном направлении корпус задней бабки относительно ее основания (рис.59 г) или используя специальное приспособление — конусную линейку. При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движения подачи суммируются автоматически. Сквозные отверстия на токарно-винторезных станках растачивают проходными расточными ,резцами (рис. 59 д), глухие — упорными (рис.59 е).
С поперечным движением подачи на токарно-винторезных станках обтачивают кольцевые канавки (рис. 59з) прорезными резцами, фасонные поверхности (рис.59 и) фасонными стержневыми резцами, короткие конические поверхности — фаски (рис. 59к) — широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности. Отрезание деталей от заготовки (рис.59 л) выполняют отрезными резцами с наклонной режущей кромкой, что обеспечивает получение торца у готовой детали без остаточного заусенца. Подрезание торцов (рис.59н) выполняют специальными подрезными резцами.
На токарно-винторезных станках обработку отверстий выполняют сверлами (рис. 59м), зенкерами и развертками. В этом случае обработку ведут с продольным движением подачи режущего инструмента. Обтачивание наружных и растачивание внутренних конических поверхностей средней длины (рис.59ж,о) с любым углом конуса при вершине на токарно-винторезных станках производят с наклонным движением подачи резцов, при повороте верхнего суппорта.