

Износ установочных элементов
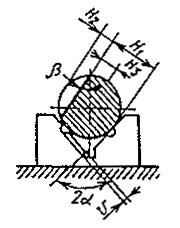
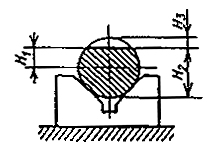
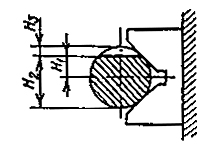
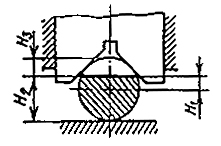
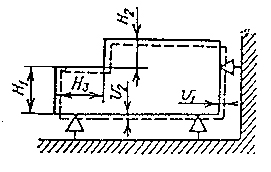
Схема базирования |
Обрабатываемый размер |
Погрешность износа |
|
Н1, Н2, Н3 |
|
|
Н1, Н2, Н3 |
|
|
Н1, Н2, Н3 |
0 |
|
Н1 |
U |
Н2 |
0 |
|
|
Н1 |
U2 |
Н2 |
U2 |
|
Н3 |
U1 |
окончание табл. П23
Схема базирования |
Обрабатываемый размер |
Погрешность износа |
|
|
Lg = ( U2 – U1 ) / l |
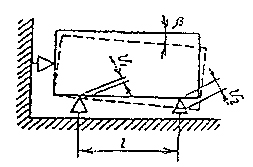
Изнашивание опор неравномерно во времени и носит местный характер. Опорные пластины больше изнашиваются в середине и с одного края, а пальцы – со стороны установки заготовки. Изнашивание опор с малой поверхностью контакта с заготовкой протекает сначала быстро, а затем замедляется (кривая I ). Изнашивание опор с развитой несущей поверхностью протекает более равномерно (кривая II).

Величина износа, мкм,
для кривой I u = 1 · N n
для кривой II u = 2 · N
где N – число контактов заготовки с опорой; 1 , 2 – постоянные (см. табл. 24); n = 0,4 0,6 , приближенно n = 0,5. Большие значения 1 и 2 выбирают для тяжелых условий работы опор по нагрузке, пути сдвига, времени неподвижного контакта и абразивному воздействию заготовки.
Приведенные данные относятся к опорам из стали 20, 20Х, 45. Износ опор из стали У8А уменьшается на 10-15 %, хромированных – в 2-3 раза и наплавленных твердым сплавом – в 7-10 раз.
Износ опор ограничивают расчетной величиной u1 (см. рис. ) и контролируют при плановой периодической проверке приспособлений. Если износ достигает предельно допустимой величины, производят смену опор.
Таблица П24
Значения коэффициентов 1 и 2
Вид опор |
1 |
Вид опор |
2 |
Со сферической головкой С рифленой головкой Призмы Пальцы ромбические |
0,5 – 2,0 0,6 – 2,5 0,3 – 0,8 0,2 – 0,6 |
С плоской головкой Пластинки опорные Пальцы цилиндрические |
0,4 – 0,8 0,002 – 0,004 0,001 – 0,002 |
Таблица П25
Значения среднего износа u0 установочных элементов
(при N0 = 100 · 103, материал заготовки - чугун), мкм
Тип установочных элементов |
Материал установочных элементов |
||||
Сталь 20 цементованная закаленная |
Сталь 40Х закаленная |
Сталь У10А закаленная |
Сталь 45 с хромовым покрытием |
Твердый сплав ВК8 |
|
Постоянные: опоры со сферической головкой |
|
|
|
|
––– |
опоры с плоской головкой |
|
|
|
––– |
|
опоры с насеченной головкой |
|
|
|
––– |
––– |
Призмы |
|
|
|
|
|
Опорные пластины гладкие |
|
|
|
|
|
Опорные пластины с косыми срезами |
|
|
|
|
––– |
Пальцы установочные: срезанные |
|
|
|
|
––– |
цилиндрические |
|
|
|
|
––– |
Оправки цилиндрические |
|
|
|
|
––– |
П р и м е ч а н и я: 1. В числителе даны средние значения U0 , в знаменателе - рекомендуемый интервал. 2. Большие значения U0 принимаются для случаев закрепления заготовки переменным усилием, возможных ударов при контакте и значительными временем контакта заготовки и установочного элемента, усилиями закрепления и массы заготовки.
Таблица П26