Экономическая точность соосности расположения поверхностей тел вращения
Схема |
Способ обработки |
Отклонение от соосности (эксцентриситет) поверхностей А и В, мкм |
|
Обтачивание и шлифование наружной поверхности в центрах: |
|
с одной установки (центр шпинделя термически не обработанный, шлифованный) |
100 |
|
с двух установок (центр шпинделя термически не обработанный, шлифованный) |
150 |
|
с двух установок (центр шпинделя закаленный, шлифованный) |
50 |
|
|
Обтачивание или шлифование внутренней поверхности: |
|
на оправке, проточенной на месте |
25 |
|
в центрах на ранее изготовленной оправке (центр шпинделя шлифованный, закаленный) |
75 |
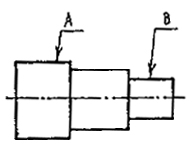
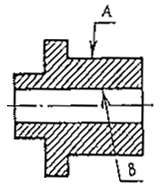
Таблица П17
Расчетные формулы погрешности базирования
Базирование |
Схема базирования |
Обрабатываемый размер |
Погрешность базирования |
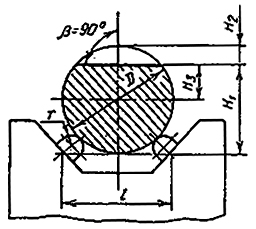
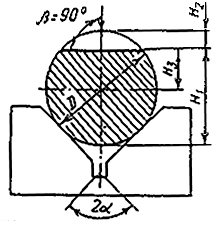
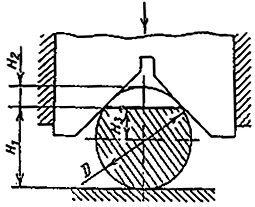
По наружной цилиндрической поверхности в призму с углом 2 при обработке поверхности под углом к оси симметрии призмы |
1. |
Н1 |
0,5 TD (sin / sin –1) при = …90° |
|
|||
0,5 TD (1 – sin / sin ) при =0… |
|||
Н2 |
0,5 TD (sin / sin +1) |
||
Н3 |
0,5 TD sinβ / sin |

Продолжение табл. П17
Базирование |
Схема базирования |
Обрабатываемый размер |
Погрешность базирования |
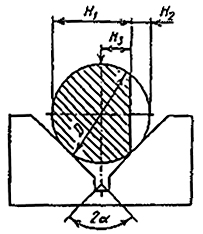
То же, при = 90° |
2. |
Н1 |
0,5 TD (1 / sin – 1) |
|
|||
Н2 |
0,5 TD (1 / sin +1) |
||
Н3 |
0,5 TD / sin |
||
То же, при = 0° |
3. |
Н1 |
0,5 TD |
|
|||
Н2 |
0,5 TD |
||
Н3 |
0 |
||
По наружной цилиндрической поверхности в призму с прямым углом |
4.
|
Н1 |
0 |
Н2 |
TD |
||
Н3 |
0,5 TD |
||
По наружной цилиндрической поверхности на установочную плоскую поверхность с закреплением призмой |
5.
|
Н1 |
0 |
Н2 |
TD |
||
Н3 |
0,5∙TD |
Продолжение табл. П17
Базирование |
Схема базирования |
Обрабатываемый размер |
Погрешность базирования |
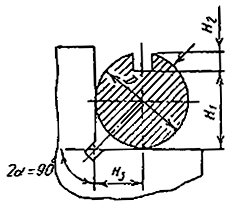
По наружной цилиндрической поверхности в призму со сферическими опорами при обработке плоской поверхности или паза под углом β=900 |
6. |
Н1 |
A – 0,5 TD |
|
|||
Н2 |
A + 0,5 TD |
||
Н3 |
A |
||
|
|||
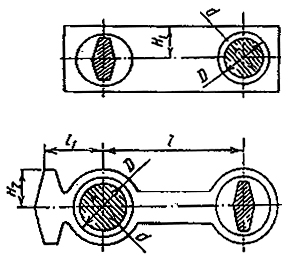
По двум цилиндрическим отверстиям на жесткий цилиндрический и срезанный пальцы при обработке верхней плоскости поверхности |
7. |
Н1 |
+ TD + Td |
|
|||
Н2 |
( + TD + Td ) · (2l1 + l) / l |
||
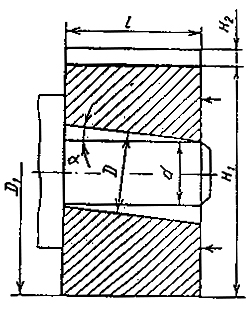
По внутренней цилиндрической поверхности на жесткий цилиндрический палец с гарантированным зазором при обработке плоской поверхности с учетом, что опорный торец заготовки не перпендикулярен оси базы |
8.
|
Н1,H2 |
0,5 TD+ 2e + TD + Td + – – 2l · tg |