Продолжение табл. П17
Базирование |
Схема базирования |
Обрабатываемый размер |
Погрешность базирования |
То же, но с односторонним прижатием заготовки |
9.
|
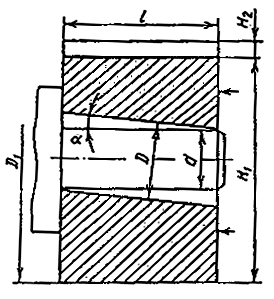
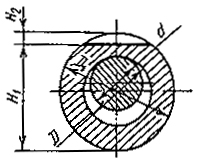
Н1, Н2 |
0,5 TD+ 2e + 0,5 TD + + 0,5 Td + l · tg |
На палец (оправку) без зазора; опорный торец заготовки не перпендикулярен оси базы |
10.
|
L1 |
TL + 2r · tg |
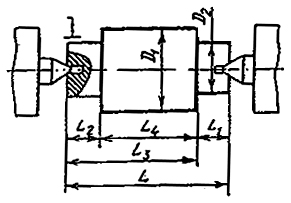
По центровым гнездам на центры (передний центр жесткий) при обработке двух торцов подрезными резцами, настроенными на размер L4 |
11. |
L1 |
TL + Ц |
|
|||
L2, , L3 |
Ц =0,5ТД ц ∙ctgαц |
||
D1 , D2 , L4 |
0 |
Продолжение табл. П17
Базирование |
Схема базирования |
Обрабатываемый размер |
Погрешность базирования |
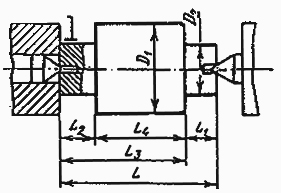
То же, но передний центр плавающий |
12.
|
L1 |
TL |
D1 , D2 , L2 , L3 , L4 |
0 |
||
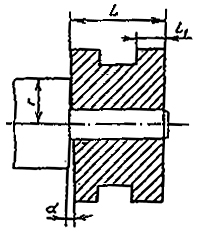
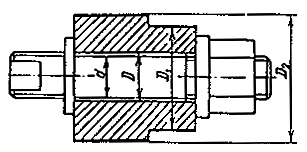
На жесткой оправке со свободной посадкой |
13.
|
D1 |
0,5 ( + TD + Td ) |
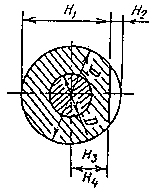
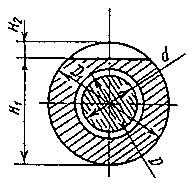
По внутренней цилиндрической поверхности на жесткий цилиндрический палец с гарантированным зазором при обработке плоской поверхности |
14.
|
Н1 , Н2 |
0,5 TD1+ 2e + TD + Td + |
Н3 от оси D1 |
2e + TD + Td + |
||
Н4 от оси D |
TD + Td + |
||
То же, но с односторонним прижатием заготовки |
15.
|
Н1 , Н2 |
0,5 TD1+ 2e + TD + Td |
Н3 от оси D1 |
2e +0,5 TD + 0,5Td |
||
Н4 от оси D |
0,5TD + 0,5Td |
Продолжение табл. П17
Базирование |
Схема базирования |
Обрабатываемый размер |
Погрешность базирования |
По внутренней цилиндрической поверхности на жесткий цилиндрический палец с гарантированным натягом или на разжимную оправку при обработке плоской поверхности |
16.
|
Н1 , Н2 |
0,5 TD1+ 2e |
Н3 от оси D1 |
2е |
||
Н4 от оси D |
0 |
||
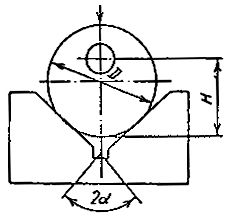
По наружной цилиндрической поверхности в призму с углом 2 при обработке отверстий по кондуктору |
17.
|
Н |
0,5 TD (1 / sin – 1) при Н > 0,5 D |
0,5 TD / sin при Н = 0,5 D |
|||
0,5 TD (1 / sin + 1) при Н < 0,5 D |
|||
По наружной цилиндрической поверхности на установочную плоскость с закреплением призмой при обработке отверстий по кондуктору |
18.
|
Н |
0,5 TD |