

Окончание табл. П21
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
под давлением |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
––– |
––– |
Полученная горячей штамповкой |
––– |
80 |
90 |
100 |
110 |
120 |
140 |
160 |
190 |
––– |
Горячекатаная |
70 |
80 |
90 |
100 |
110 |
120 |
140 |
––– |
––– |
––– |
Предварительно обработанная |
35 |
40 |
50 |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
Окончательно обработанная |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
Шлифованная |
15 |
20 |
25 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
П р и м е ч а н и я: 1. При установке на магнитной плите погрешность закрепления отсутствует.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Таблица П22
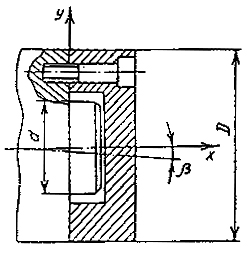
Точность установки приспособлений
Принцип установки приспособления |
Схема установки |
Погрешность Y в направлении |
||
Оси x |
оси y |
угла |
||
На горизонтальный шпиндель по торцу и центрирующему пояску |
|
T |
s |
|
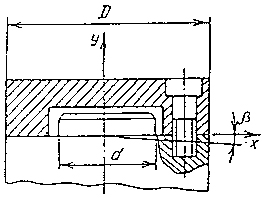
На вертикальный стол по торцу и центрирующему пояску |
|
s |
T |
|
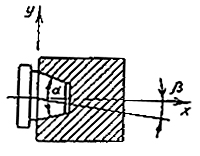
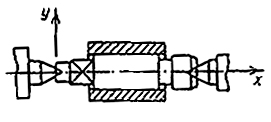
На конус шпинделя |
|
0,03…0,06 |
––– |
|
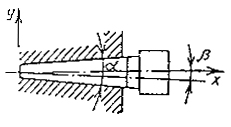
В шпиндель: с конусом Морзе:
№ 0
№ 1, 2, 3
№ 4, 5
№ 6 |
|
0,01…0,2
0,01…0,2
0,2…0,4
0,25…0,5 |
––– |
|
окончание табл. П22
Принцип установки приспособления |
Схема установки |
Погрешность Y в направлении |
||
Оси x |
оси y |
угла |
||
с метрическим конусом :
№ 80
№ 100 |
|
0,25…0,5
0,3…0,6 |
––– |
|
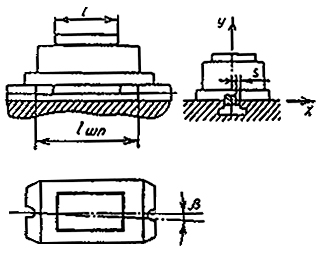
В центр
На горизонтальный стол по Т-образному пазу |
|
0,01…0,03
s |
––– |
l · s / lшп |
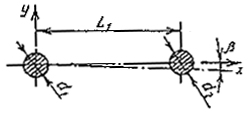
По двум штифтовым отверстиям |
|
L1 + 0,25 s |
- |
- |
______________
П р и м е ч а н и е. Буквы в таблице обозначают: T – торцевое биение опорной поверхности приспособления, принимается в пределах 0,01…0,04 мм; s – максимальный зазор в сопряжениях базирующих поверхностей; s– сумма максимальных зазоров между штифтами и отверстиями; – погрешность половины угла конуса , принимается в пределах 28; L1 – допуск на расположение координат штифтовых отверстий; D – диаметр центрирующего пояска; lшп – расстояние между шпонками; l – длина обрабатываемой детали.
Таблица П23