

Диффузия
Диффузия – процесс переноса легирующих примесей из областей с большей концентрацией в области с меньшей концентрацией. Движущей силой диффузии является градиент концентраций. Нагрев способствует ускорению диффузии. Рассмотренный выше процесс термического оксидирования также является разновидностью диффузии O2 в Si. В производстве ППИС диффузия применяется, чаще всего, для локального изменения типа проводимости путем внедрения атомов легирующего элемента в кристаллическую решетку полупроводника. При этом образуется область с противоположным типом проводимости, ограниченная p-n переходом (рис. 4.48, в). Количество вводимой примеси должно быть достаточным для компенсации существующей примеси и создания избытка, обеспечивающего проводимость противоположного типа.
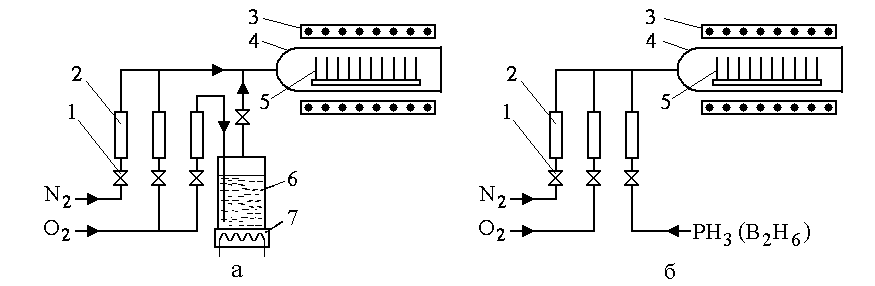
Рис. 4.49. Схемы установок термического окисления кремния (а) и диффузии из газообразных источников примеси (б):
1 - вентили; 2 – ротаметры для измерения расхода газов; 3 – печь; 4 - кварцевая труба;
5 – подложки на подставке; 6 - деионизованная вода; 7 - нагреватель
Для легирования кремния чаще всего используются атомы III (акцепторы, например, B) и V (доноры, например, P) групп периодической системы. В первом случае кремний приобретает проводимость p-типа, а во втором – n-типа. Легирующие примеси используются обычно в виде соединений (ангидридов, галогенидов, гидридов), обладающих достаточной летучестью и обеспечивающих необходимую концентрацию примеси. Такие соединения называют диффузантами. В зависимости от их состояния при температуре 20 0С различают твердые, жидкие и газообразные диффузанты. В зону диффузии дифффузанты вводят в парообразном (твердые и жидкие после соответствующего нагрева) или газообразном состоянии.
В установках диффузии из газообразных источников (рис. 4.49, б) в качестве последних используют, в основном, гидриды примесей (PH3 ,B2H6 и др.). Они поставляются в баллонах в смеси с инертным газом.
Пластины кремния помещают в кварцевую трубу, нагреваемую однозонной печью до температуры 1200 0С, поддерживаемой с точностью 0,2…0,3 0С.
Первая стадия процесса, называемая «загонкой примеси», начинается с пропускания инертного газа (N2 или Ar) через всю систему с целью ее очистки. Затем некоторое время пропускается смесь O2 + N2, чтобы получить тонкую пленку, предохраняющую поверхность кремния от испарения, травления и т.д. После подачи газообразной примеси (в присутствии O2 ) происходит формирование слоя SiO2, содержащего заданную концентрацию диффузанта, и начинают протекать реакции диффузанта с кремниевой подложкой с выделением донорной (или акцепторной) примеси.
Во второй стадии осуществляется собственно диффузия легирующего элемента в полупроводник. При этом диффузант и O2 либо по-прежнему подаются, либо их подача прекращается. Эта стадия называется «разгонкой примеси».
Однозонные диффузионные печи могут быть использованы как для термического оксидирования, так и жидкостной или газовой диффузии (при соответствующей замене питателей).