

Многоуровневая коммутация гис и мсб
Рост степени интеграции ГИС и МСБ сопровождается заменой большей части пленочных элементов на навесные компоненты, занимающие меньше места на подложке. Кроме того, вместо бескорпусных диодов, транзисторов и матриц применяются бескорпусные полупроводниковые ИС. Все это предъявляет повышенные требования к коммутации (необходимо коммутировать большее количество точек на единице площади подложки).
В таких случаях коммутацию делают многоуровневой с межслойной изоляцией, которая должна обеспечивать минимум помех в соседних слоях. Материалы изолирующих слоев должны обладать низкой диэлектрической проницаемостью, высокой электрической прочностью и высоким сопротивлением изоляции. Проводящие и изолирующие слои получают методами, достаточно отработанными при изготовлении различных типов ПС.
В тонкопленочных ГИС и МСБ проводящие слои (Au, Cu, Al) получают термовакуумным осаждением. Толщина слоя обычно не превышает 10 мкм вследствие сравнительно высоких растягивающих внутренних напряжений. Применение гальванических методов наращивания на тонкие вакуумные конденсаты позволяет получать металлические пленки толщиной до 50 мкм с меньшими внутренними напряжениями. Для изоляционных слоев применяют неорганические и органические диэлектрики (рис. 4.43).
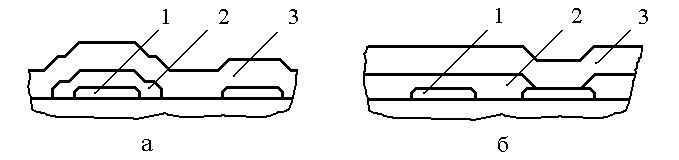
Рис. 4.43. Многоуровневая коммутация в тонкопленочных ГИС и МСБ с неорганическим (а) и органическим (б) диэлектриком:
1 – коммутация 1-го уровня; 2 – диэлектрик; 3 – коммутация 2-го уровня; 4 - подложка
Неорганические диэлектрики (например, SiO) осаждают обычно термовакуумным методом через маску (так как травители ухудшают диэлектрические свойства). Малая толщина ( 10 мкм) и пористость таких пленок, а также наличие «ступенек» приводят к значительной паразитной емкости и снижают надежность изоляции.
В качестве органических диэлектриков используют слои полимеров толщиной более 3…4 мкм (например, некоторые типы ФР), которые наносят центрифугированием или пульверизацией. Метод прост в реализации, позволяет получать слои с хорошими диэлектрическими свойствами, но адгезия наносимых на диэлектрик металлических слоев часто недостаточна.
Вышеназванные причины приводят к тому, что тонкопленочные ГИС и МСБ на жестких подложках (ситалле, поликоре) выполняют обычно не более чем с двухуровневой металлизацией.
Более высокую коммутирующую способность обеспечивают многоуровневые коммутационные платы, состоящие из проводящих и изоляционных слоев и представляющие собой аналоги МПП. Их получают преимущественно методами толстопленочной печати и с применением гибких полиимидных подложек. В этих случаях толщина изоляционных слоев составляет 25…100 мкм, что обеспечивает высокий уровень изоляции и минимальные паразитные наводки.
Толстопленочная многоуровневая разводка реализуется в двух вариантах: в виде нескольких чередующихся проводящих и изолирующих слоев, расположенных на одной или двух сторонах монолитной керамической подложки, и в виде многослойной керамики.
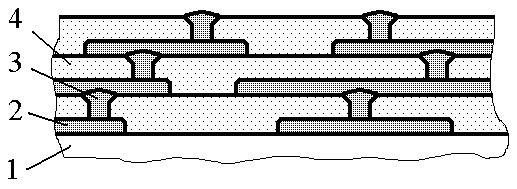
Рис. 4.44. Толстопленочная многоуровневая разводка в виде последовательно вжигаемых слоев:
1 – подложка; 2 – проводящий слой; 3 – переход; 4 – изоляционный слой
В первом случае (рис. 4.44) межслойной изоляцией является слой вожженой диэлектрической пасты. Поскольку толщина межслойной изоляции в 2-3 раза превышает толщину проводящего слоя, для получения качественных контактных переходов производят предварительно одно- или двукратное нанесение проводящей пасты в окна изолирующего слоя по циклу "нанесение пасты через трафарет - сушка" с последующим вжиганием совместно с проводящим слоем. При вжигании каждого последующего слоя необходимо обеспечить стабильность состава и свойств нижележащих (вожженых) слоев. Это налагает ряд требований к выбору паст, особенно для изоляционных слоев. Для них используются пасты на основе кристаллизирующихся стекол и композиционных материалов (стекло - керамика). После вжигания температура повторного размягчения этих материалов будут уже существенно выше.
На заключительном этапе формируются монтажные площадки, которые покрываются лудящей пастой. По данной технологии получают платы, которые содержат до 15 проводящих слоев, но в серийном производстве оптимальным считается 2…6 проводящих слоя, так как с их увеличением снижается выход годных изделий, а также надежность соединений.
-
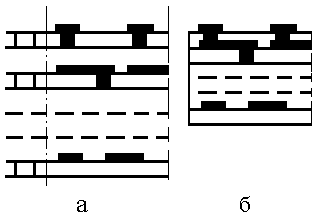
Рис. 4. 45. Коммутационная плата на основе многослойной керамики:
а – отдельные керамические подложки с проводящим рисунком; б – плата в сборе
Платы на основе многослойной керамики получают в следующей последовательности (рис. 4.45). Исходные заготовки – листы необожженной алюмооксидной керамики толщиной 0,1 мм получают методом экструзии (выдавливанием пластичной керамической массы через щелевидный фильер). В углах каждого листа пробивают отверстия, при базировании на которые в слоях получают переходные отверстия диаметром 0,1…0,4 мм. Далее на поверхность и в отверстия трафаретной печатью наносят проводящую пасту. После сушки и проверки листы собираются в определенной последовательности в пакеты и спрессовываются под высоким давлением и небольшом нагреве. После обработки контура подложки подвергаются спеканию при температуре 1400…1700 0C в атмосфере водорода с постепенным (для удаления органики из пасты) нагревом. При отжиге протекают два параллельных процесса: вжигание проводящего рисунка в керамику и спекание (взаимодиффузия) частиц окислов, из которых состоит керамическая масса. Из-за высоких температур отжига вместо высокоэлектропроводных серебряно-палладиевых паст используют пасты на основе частиц тугоплавких (но менее электропроводных) металлов (W или Mo). Выходящие на поверхность платы монтажные площадки из пасты на основе вольфрама или молибдена не допускают сварки и не смачиваются припоем. Поэтому их покрывают слоем Ni или Au, после чего облуживают. Известен пример изготовления многослойной керамической платы, содержащей 33 проводящих слоя, но для серийного производства обычно рекомендуется не более 6…8.
Многослойные платы на полиимидной пленке формируются на базе двусторонних гибких коммутационных плат толщиной 25…50 мкм, из которых изготавливают многослойные пакеты, устанавливаемые на жесткое основание.
Последовательность изготовления двусторонних плат (рис. 4.46, а): получение отверстий фотолитографией (диаметр отверстий примерно равен толщине подложки); вакуумная металлизация полиимида слоем Cr – Cu – Cr толщиной 1…2 мкм; получение КМ из ФР; травление Cr с открытых участков; гальваническое осаждение Cu – Ni – SnBi; удаление ФР; последовательное травление слоев Cr, Cu, Cr.
-
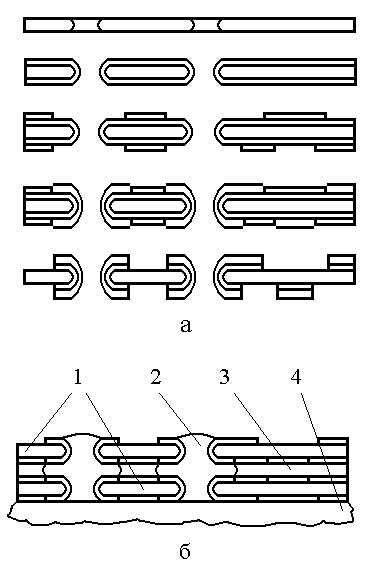
Рис. 4.46. Коммутационные платы на полиимидной пленке:
а - изготовление отдельных плат; б – платы в сборе: 1 – двусторонние платы; 2 – переходы; 3 – изоляционные прокладки из полиимида; 4 - подложка
Многослойные платы получают путем установки (рис. 4.46, б) двухслойных плат (обычно не более 10) на жесткое основание с контактными площадками для соединения через фигурные изоляционные прокладки из полиимида. Соединение с контактными площадками производится с помощью пайки через переходные металлизированные отверстия. В качестве жесткого основания используют металлические пластины с диэлектрической изоляцией, что обеспечивает хороший теплоотвод. Чаще всего применяют анодированный алюминий, на поверхности которого тонкопленочной технологией нанесен коммутационный рисунок (иногда с резисторами).