Получение тонкопленочных резисторов
Для получения тонкопленочных резисторов необходимо на диэлектрической подложке (чаще всего из ситалла) получить и соответствующим образом сконфигурировать пленки из резистивных и проводящих материалов.
Основные требования к материалам резистивных пленок: стабильность во времени; минимальное значение температурного коэффициента сопротивления (ТКС); хорошая адгезия к подложке; коррозионная стойкость; стойкость к воздействию высоких температур; технологические свойства (легкость испарения, конфигурирования и т.п.).
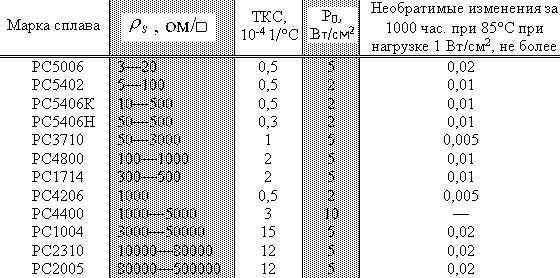
Для получения тонкопленочных резисторов используются различные материалы: металлы, металлические сплавы, оксиды металлов, металлокерамические соединения. В качестве чистых металлов для резистивных пленок наибольшее применение нашли тугоплавкие металлы, такие как Ta и W, благодаря высокой стабильности и низким значениям ТКС ( 10-4 1/°С), а также Cr. Пленки из Cr удовлетворяют большинству из перечисленных требований (особенно по адгезии). Cr входит в состав многих резистивных сплавов, таких как: нихром (80%Ni+20%Cr), металлосилицидные сплавы МЛТ и РС. Резистивные сплавы типа РС (табл. 4.) разработаны на основе системы Cr-Si с легирующими добавками Fe, Ni и др. Сплавы типа РС поставляются в виде порошков (для термического и взрывного испарения) или в виде дисков-мишеней (для распыления ионной бомбардировкой).
Свойства сплавов РС |
Таблица 4.7 |
|
Р0 – допустимая удельная мощность рассеивания |
Толщина резистивных пленок обычно составляет от нескольких десятков до сотен нм. С уменьшением толщины резистивных пленок значения ТКС, как правило, также снижаются и в некоторых случаях могут быть даже отрицательными. Но очень тонкие пленки крайне нестабильны.
Выводы пленочных резисторов являются частью рисунка коммутации, который в общем случае может включать в себя также: обкладки конденсаторов, индуктивности, коммутационные дорожки и контактные площадки, предназначенные для соединения с выводами навесных компонентов, выводами корпуса, проволочными перемычками.
Требования к материалам коммутационных пленок: низкое оммическое сопротивление; образование с соединяемыми пленками невыпрямляющих контактов; бесфлюсовая свариваемость и паяемость с проволокой и выводами навесных компонентов (флюсы коррозионо опасны и после их применения требуется тщательная отмывка); хорошая адгезия к подложке (в т.ч. при воздействии высоких температур в процессе сварки или пайки); коррозионая стойкость и т.д.
Ни один металл полностью этим требованиям не удовлетворяет. Поэтому коммутацию обычно делают многослойной (в 2 или 3 слоя из различных металлов с общим рисунком). Нижний слой (подслой) толщиной 10…30 нм выполняют из материала с высокой адгезией к подложке: Cr (и его сплавы), Ti, V и др. Основной слой толщиной 0,5…1,5 мкм выполняют из металла с высокой проводимостью Al, Cu, Au и др. Пленки из Al плохо поддаются сварке и пайке, а из Cu – не стойки к коррозии. Поэтому они обычно покрываются защитной пленкой, например, из Ni толщиной 30…50 нм.
Конфигурирование резистивных и коммутационных пленок может осуществляться как с использованием свободных масок (трафаретов, поочередно прикладываемых к подложке при осаждении), так и фотолитографией. Свободные маски применяют только при термовакуумном осаждении. В методах распыления ионной бомбардировкой свободные маски не применяют из-за быстрого их разрушения, а также получения размытого рисунка (вследствие рассеянного падения атомов на подложку). Резисторы, соответствующие рис. 4.32, а получают по следующей схеме: термовакуумное осаждение резистивной пленки (через свободную маску) или любым методом в виде сплошного слоя с последующим его конфигурированием фотолитографией); далее все повторяется для коммутации. Если все пленки по приведенной схеме конфигурируют фотолитографией, то такой способ называют последовательной фотолитографией. Альтернативным вариантом является селективная фотолитография (рис. 4.38), осуществляемая в следующей последовательности: осаждение один на другой сплошных слоев резистивного и коммутационных материалов; последовательное конфигурирование слоев фотолитографией (при этом травитель одного слоя не должен разрушать нижележащий слой, т.е. обладать селективным действием). В этом случае осаждение всех слоев может быть выполнено за один цикл откачки (при смене испарителей), но выбор материалов слоев ограничен их стойкостью к травителям.
Рис.
4.38. Варианты (а) и (б) получения
тонкопленочного резистора селективной
фотолитографией: 1-
ФР; 2 – проводящая пленка (например,
Au);
3 – промежуточный слой (например,
Cr);
4 – резистивный слой (например, МЛТ
или РС)
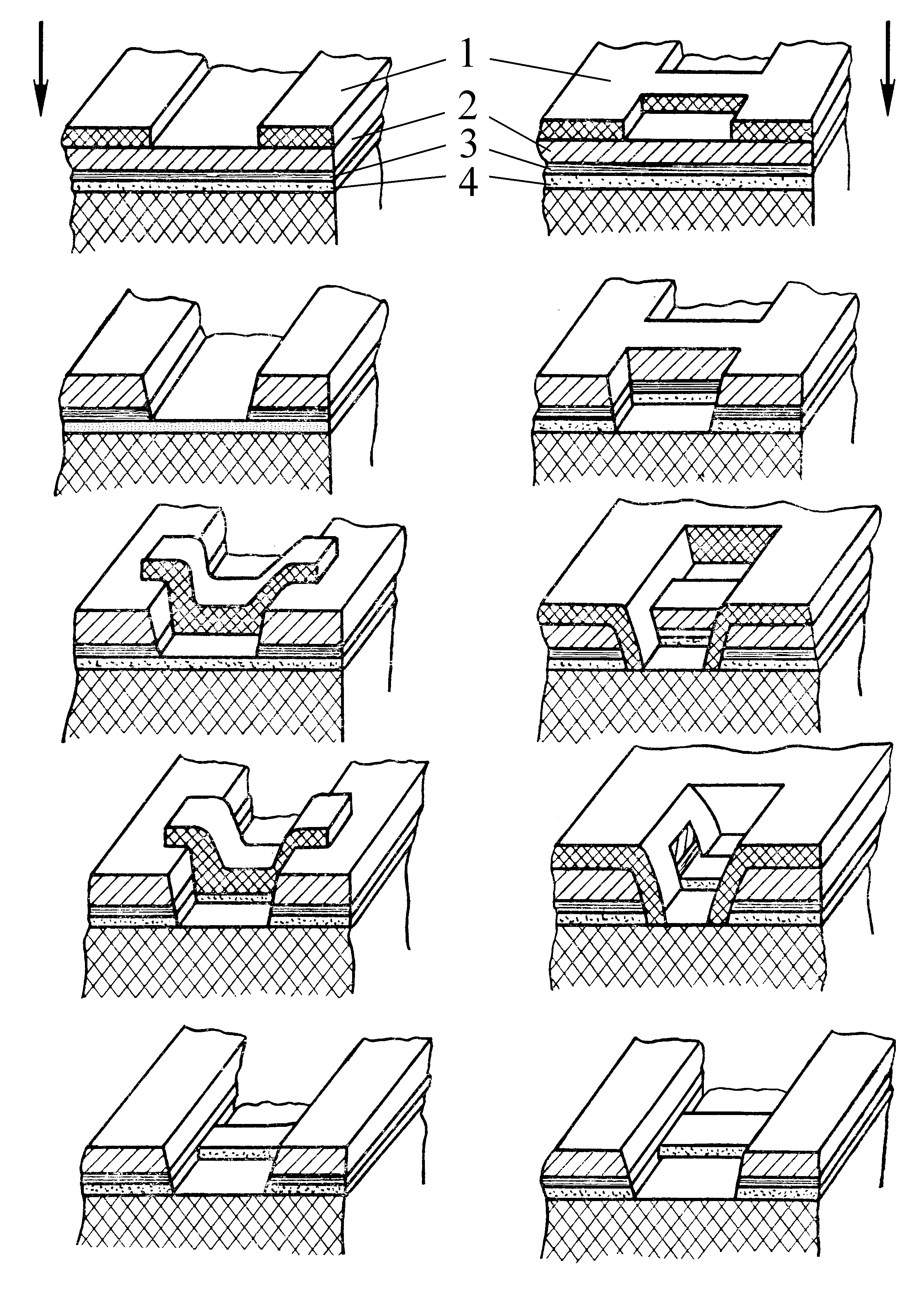
Вариант резистора, полученного селективной фотолитографией, соответствует рис. 4. 32, б.
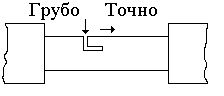
Отклонение от номинала тонкопленочных резисторов обычно составляет ± 10…20 %. Для получения прецизионных (высокоточных) резисторов применяется подгонка. Наибольшее распространение получил лазерный метод. Резистор сначала получают с заниженным значением номинала, а затем его повышают путем лазерного фрезерования, например, как на рис. 4.39. Таким способом получают резисторы с точностью 0,01%.
Рис.
4.39. Лазерная
подгонка
резистора