Лужение
В некоторых вариантах технологических процессов изготовления ПП припойные покрытия на поверхности медного рисунка (всего или части) наносятся методом горячего лужения. В промышленности применяют два способа горячего лужения ПП. Первый способ предусматривает нанесение на плату расплавленного припоя в избыточном количестве с последующим выравниванием его слоя по поверхности проводящего рисунка и удалением излишков. Припой может наноситься методом погружения в него платы, поливом с последующим центрифугированием или волной (рис. 4.28).
Горячим лужением обычно наносят следующие припои: ПОСВ 20-34-46 (20%Sn -34% Рb - 46% Bi, температура лужения 150 ± 10°С) и сплав Розе (18%Sn - 32% Pb - 50% Bi, температура лужения 145 ± 10°С). Технологический процесс горячего лужения включает в себя переходы: декапирование, нанесение флюса, лужение, промывку, сушку. Второй способ горячего лужения заключается в нанесении на плату строго дозированного количества припоя.
|
|
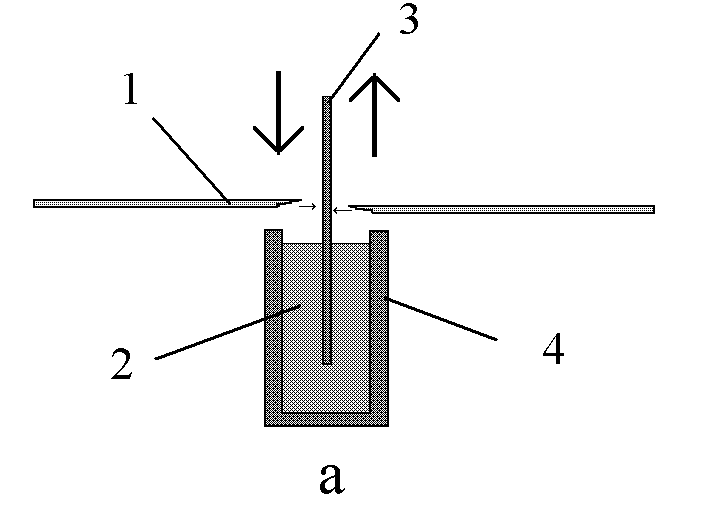
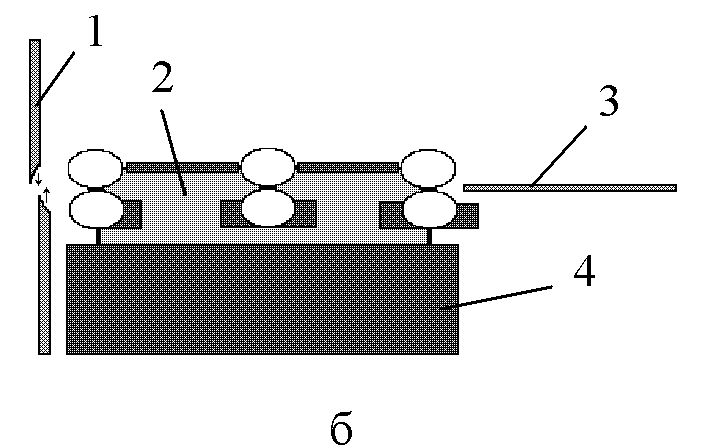
Рис. 4.28. Лужение с выравниванием припоя горячим воздухом в установках вертикального (а) и горизонтального типов:
1 – воздушные ножи; 2 – припой; 3 – ПП; 4 – емкость с припоем
Это осуществляется с помощью специальных паст или валками, вращающимися в расплавленном припое.
Прессование
Прессованием в производстве МПП обычно называют осуществляемый при повышенных температуре и давлении процесс соединения отдельных заготовок слоев в монолитную конструкцию с помощью склеивающих прокладок. Заготовки слоев МПП представляют собой одно- или двусторонние ПП, содержащие вокруг рисунка технологическое поле, на котором выполнены фиксирующие и технологические отверстия.
Прессование является наиболее ответственным этапом процесса изготовления МПП. Качество выполнения этого этапа в значительной степени определяет как электрические и механические характеристики МПП, так и ее функциональную надежность при последующей эксплуатации.
В качестве склеивающих прокладок применяют листы прокладочной стеклоткани, которая обеспечивает прочное сцепление слоев между собой; заполнение вытравленных участков медной фольги; необходимые зазоры между слоями; электрические параметры (сопротивление, прочность) между слоями; заданную толщину МПП.
Процесс прессования включает в себя следующие основные операции: подготовку заготовок слоев, формирование пакета, прессование (склеивание).
Заготовки слоев МШ очищают от загрязнений механическим способом или в установках для химической подготовки внутренних слоев, содержащих модули обезжиривания, промывки в проточной и дистиллированной воде, декапирования и сушки. Тщательность выполнения очистки определяет электроизоляционные параметры МПП, так как оставшиеся не удаленными ионные примеси загрязнений при повышенной влажности могут вызвать изменение сопротивления изоляции между проводниками, утечку тока, миграцию ионов металла и другие процессы.
Прессование (склеивание) осуществляется в пресс-формах, состоящих из двух стальных плит. В нижней плите закреплены фиксирующие штыри в координатах, соответствующих расположению ФО и ТО в заготовках слоев и прокладочной стеклоткани. Верхняя плита содержит отверстия, позволяющие надевать ее на фиксирующие штыри. Длина штырей должна превышать суммарную толщину размещаемого в пресс--форме пакета, но при этом штыри не должны выступать за поверхность верхней плиты.
В одной пресс-форме устанавливают до трех пакетов заготовок МШ. В этом случае между пакетами необходимо проложить лист из нержавеющей стали толщиной 1,0...1,5 мм.
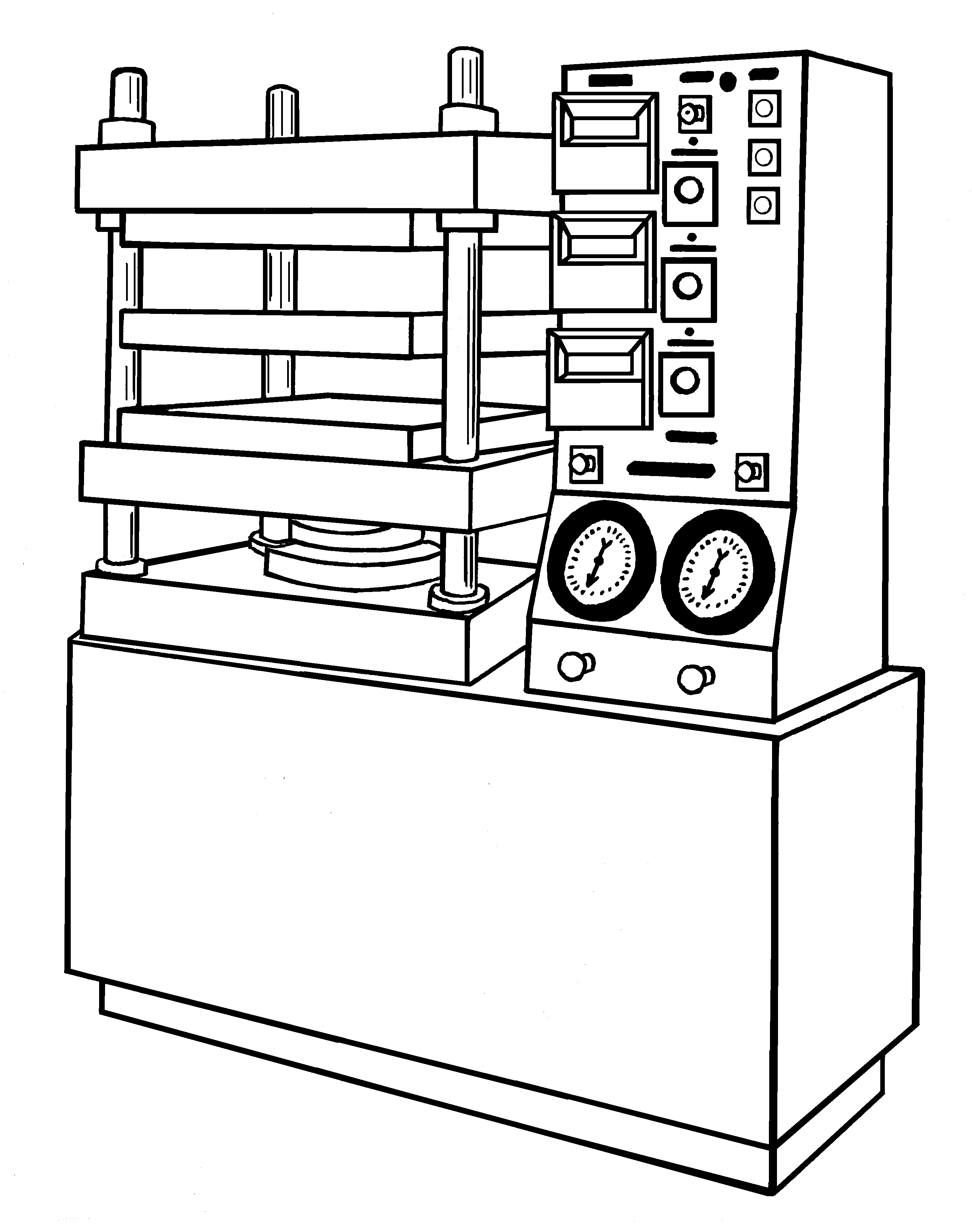
Собранные пресс-формы устанавливают (вручную или с помощью подъемного устройства) между плитами пресса (одна пресс-форма между одной парой плит). Для прессования МПП применяют специализированные многоярусные гидравлические прессы с полу- или полностью автоматической системой управления. Многоярусный принцип позволяет за один цикл одновременно прессовать МШ в нескольких пресс-формах. Плиты пресса оборудованы встроенными системами нагрева и охлаждения. Двухъярусный пресс, открытый для загрузки, показан на рис. 4.29.
О
Рис.
4. 29. Двухъярусный пресс для изготовления
МПП
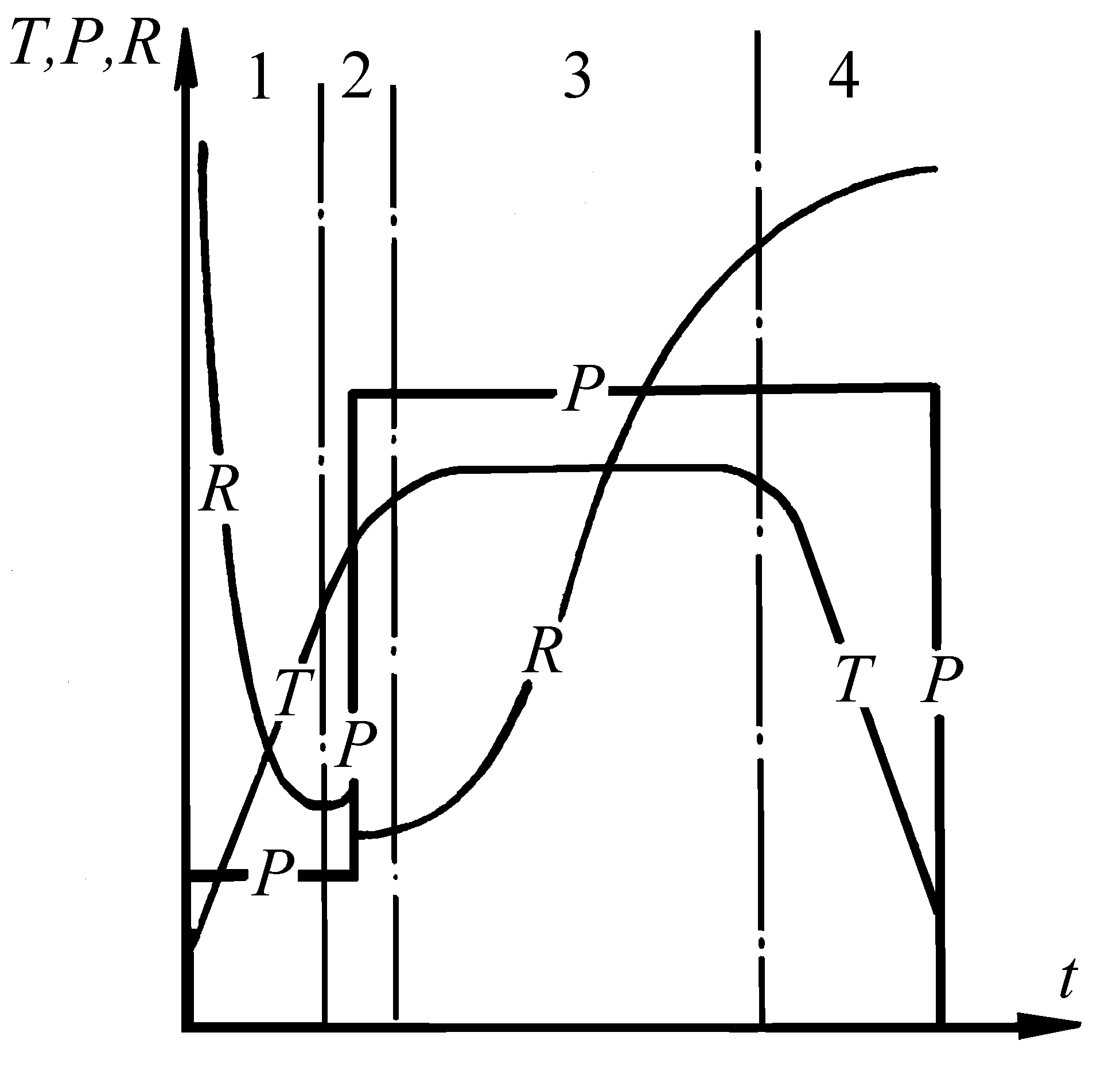
Взаимосвязь изменений температуры, давления и объемного электрического сопротивления изоляции прокладочной стеклоткани в процессе прессования показана на рис. 4.30.
Д
Рис.
4.30. Характер изменения температуры
(Т),
давления (Р)
и сопротивления изоляции прокладочной
стеклоткани (R)
в процессе прессования МПП