

Обработка контура
Для обработки контура ПП применяют штамповку, обрезку алмазным кругом и фрезерование. Штамповка ПП из стеклотекстолита часто сопровождается появлением по контуру поверхностных сколов и посветлений.
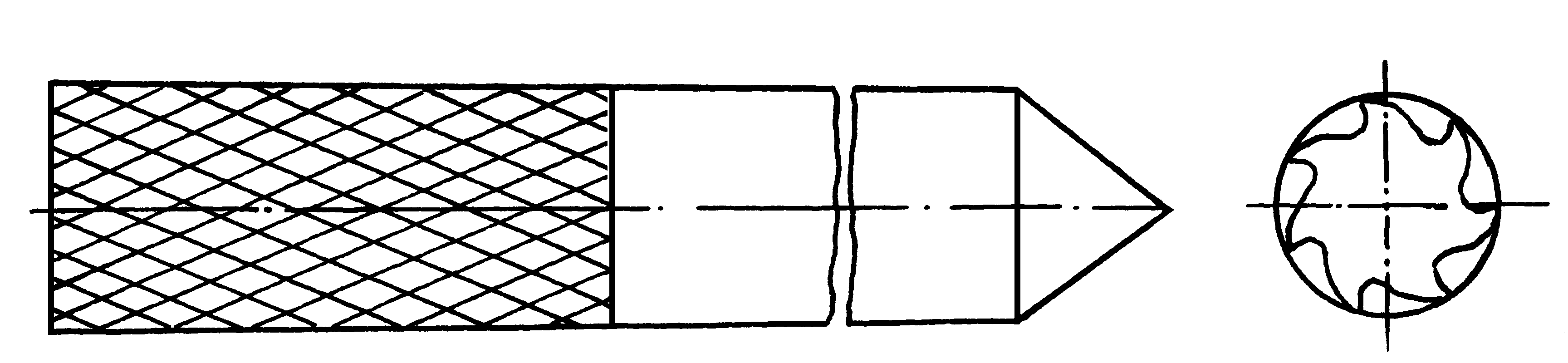
Более качественный срез получают алмазной обработкой и фрезерованием. Резка прецизионными алмазными пилами и дисковыми фрезами, оснащенными твердосплавными пластинками, применяется для получения прямолинейного контура ПП. Сложный контур, содержащий криволинейные участки, обрабатывают концевыми фрезами (рис. 4.18), изготовляемыми из твердого сплава типа ВК,
н
Рис.
4. 18. Твердосплавная концевая фреза
Подготовка поверхности
Подготовка поверхности фольги и диэлектрика включает в себя процессы очистки их от различного рода загрязнений, а также изменения состояния поверхностей (выглаживания, придание шероховатости). Подготовку поверхностей в производстве ПП осуществляют на многих этапах: перед нанесением фоторезиста или трафаретной краски, до и после травления, перед и в течение химической и гальванической металлизации, при подготовке слоев МПП перед прессованием и т.д. Основные способы очистки: механический, химический, комбинированный (сочетающий два предыдущих способа) и электрохимический.
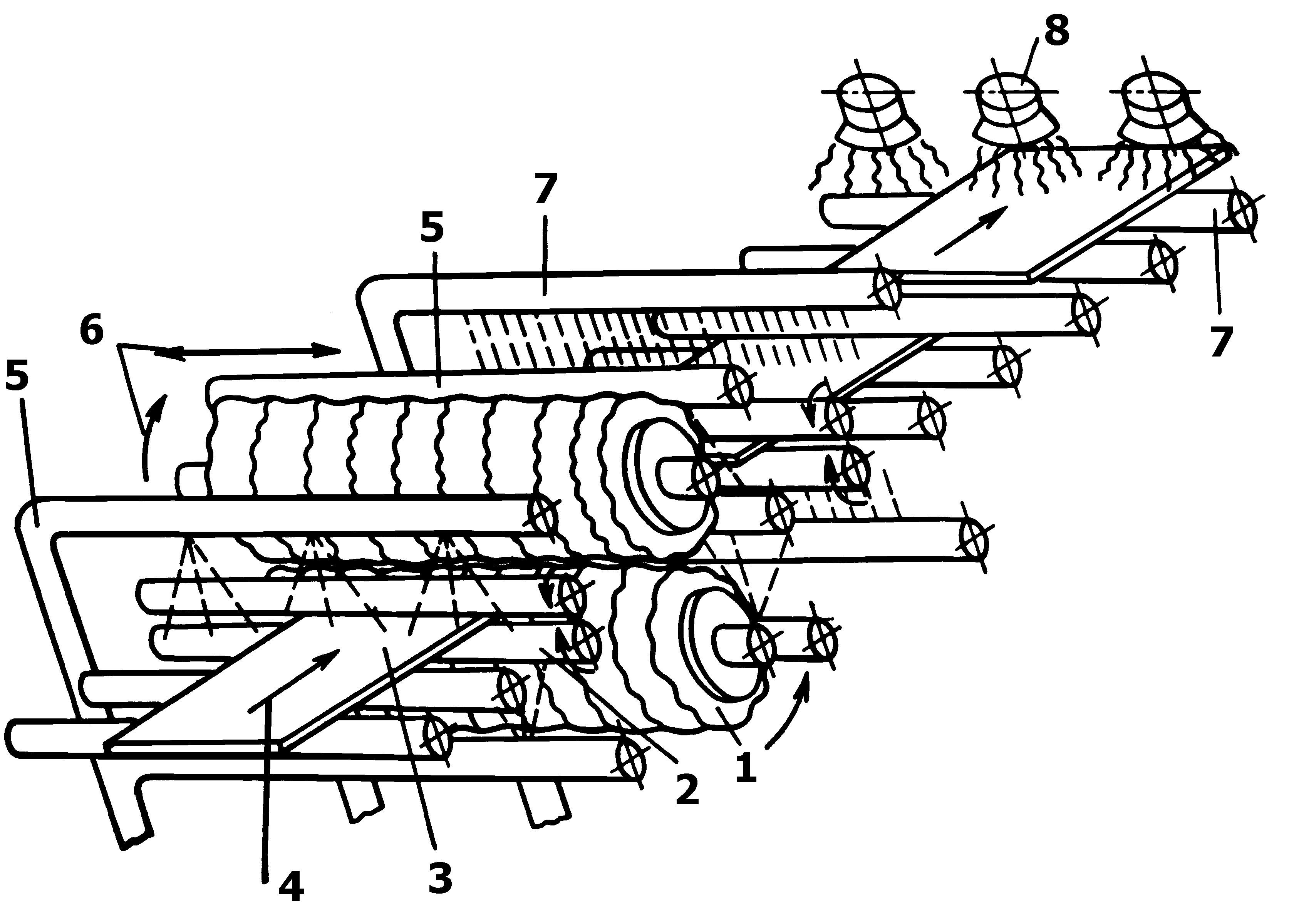
Механическая зачистка поверхности фольгированных диэлектриков применяется для удаления окислов, остатков смазки, пленок и других загрязнений. Ее осуществляют на специальных зачистных станках (рис. 4.19) и на установках гидроабразивной очистки.
Рис.
4.19. Схема зачистного станка: 1
– абразивные щетки; 2 – транспортирующие
валки; 3 – заготовка; 4 – направление
движения заготовки; 5 – подача
абразивной суспензии; 6 – направления
движения абразивных щеток; 7 – подача
сжатого воздуха; 8 - теплоизлучатели
Наибольшие трудности обычно вызывает очистка поверхности отверстий в МПП перед металлизацией, в частности удаление пленок смолы, образующихся при сверлении отверстий и покрывающих торцы контактных площадок внутренних слоев. Для снятия наволакивания смолы с торцов контактных площадок применяются следующие методы: подтравливание стенок отверстий в смеси серной и плавиковой кислот, гидроабразивная очистка, а также ионное травление смолы в среде высокочастотной плазмы газов.