

Получение заготовок, фиксирующих и технологических отверстий
Листовые материалы (фольгированные и нефольгированные диэлектрики, а также прокладочная стеклоткань) при поступлении на предприятие – изготовитель ПП подлежат разделению путем вырубки или отрезки. При выборе размеров заготовок принимается во внимание следующее:
- вокруг рисунка платы со всех четырех сторон должно быть предусмотрено технологическое поле шириной 10...30 мм, на котором располагаются фиксирующие и технологические отверстия (ФО и ТО), тестовые структуры и т.д.;
- количество типоразмеров заготовок должно быть минимальным;
- с целью наилучшей загрузки технологического оборудования рекомендуется использовать групповую заготовку, располагая на ней несколько плат через промежутки.
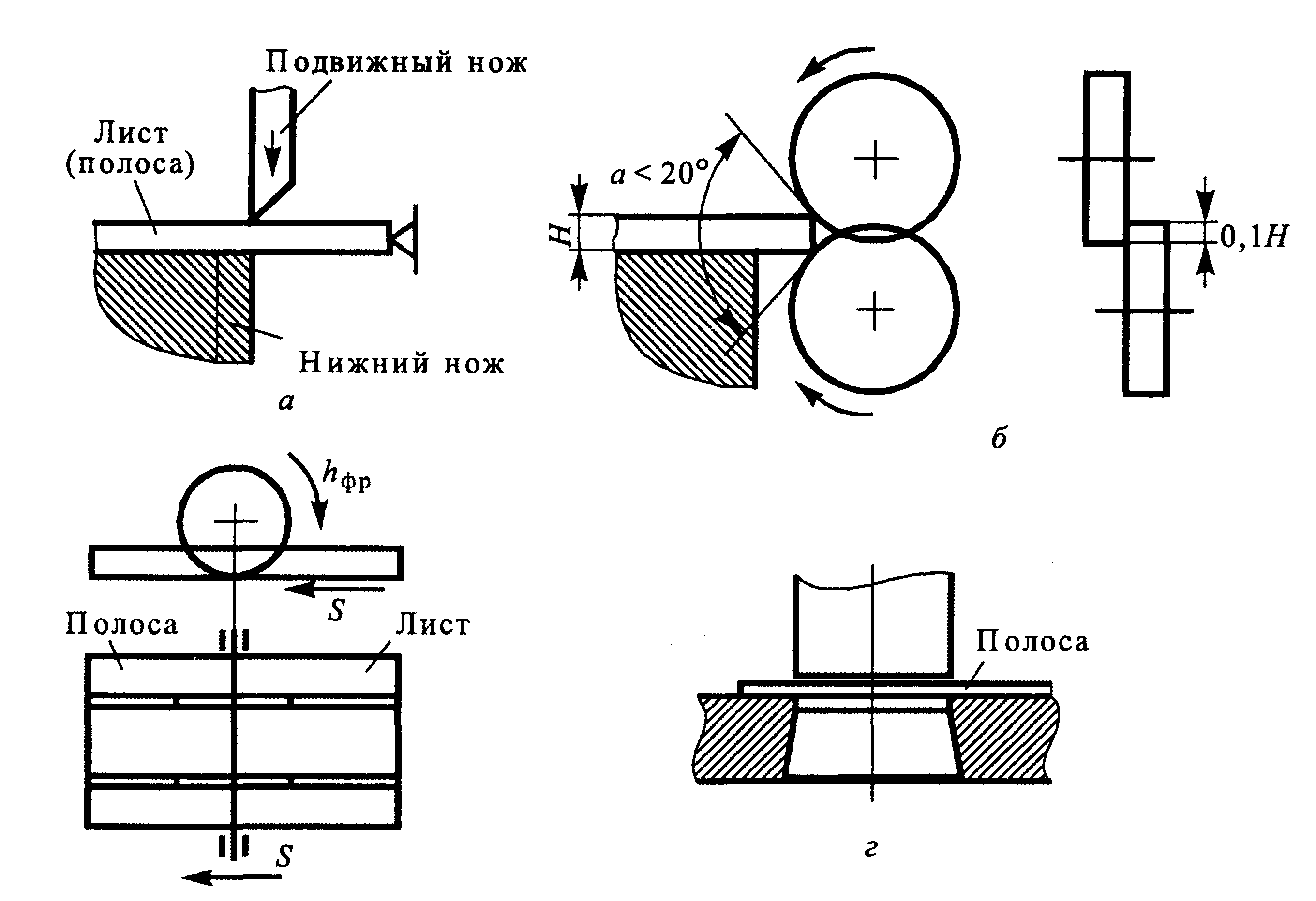
Получение заготовок обычно выполняется в два приема. Сначала листы режутся на полосы, а затем полосы режутся на заготовки (рис. 4.15).
|
Рис. 4. 15. Получение заготовок:резанием на гильотинных (а) и роликовых (б) ножницах, дисковыми фрезами (в) и штамповкой (г)
|
ФО предназначены для обеспечения точного взаимного расположения заготовок ПП и отдельных слоев МПП в процессе обработки: копирования рисунка с рабочего фотошаблона, сверления монтажных отверстий и т.д. ФО, выполняемые в заготовках и рабочих фотошаблонах должны совпадать между собой, а также соответствовать расположению штырей на подплатнике сверлильного станка и в пресс-форме.
На технологическом поле слоев МПП, а также в прокладочной стеклоткани кроме ФО выполняют еще и ТО. Их назначение – предотвратить относительное смещение заготовок слоев МПП в процессе прессования.
ФО и ТО получают пробивкой на кривошипных прессах (высокая точность и производительность) или сверлением.
Получение монтажных и переходных отверстий
Монтажные отверстия в ПП могут быть как металлизированными, так и неметаллизированными. Основной способ их получения – сверление. Сверление создает определенную микрошероховатость стенок отверстий, необходимую для качественной металлизации.
При больших сериях и невысокой плотности монтажа неметаллизируемые отверстия получают штамповкой.
Для сверления отверстий в стеклопластиках наилучшие результаты по стойкости дают сверла, изготовленные из твердых сплавов, например, типа ВК (смесь металлического кобальта и карбидов вольфрама).
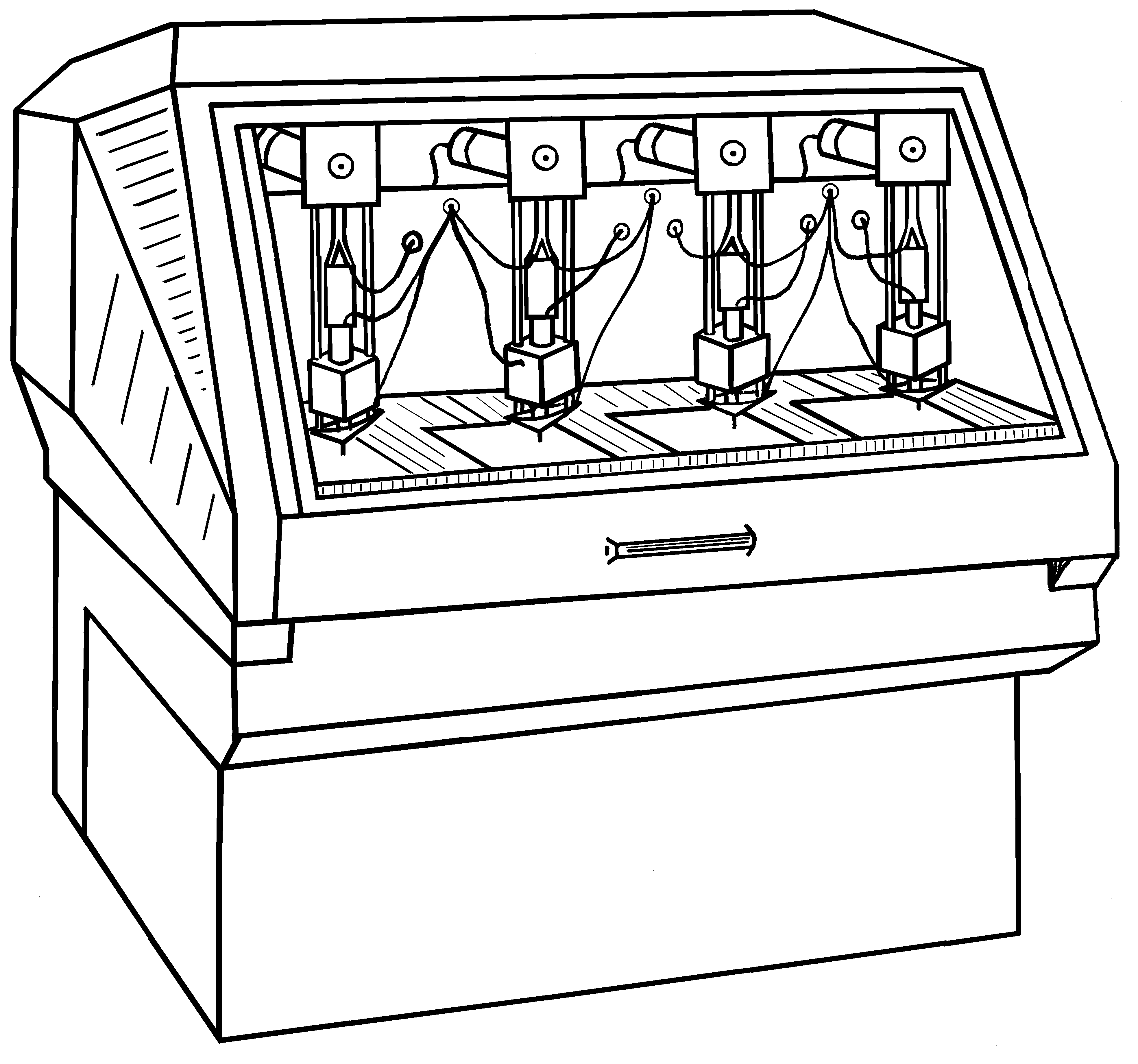
Рост плотности печатного монтажа привел к необходимости создания специальных станков для сверления отверстий в ПП с высокой точностью и производительностью.
Специальные станки для сверления отверстий в ПП должны обеспечивать точность позиционирования не хуже, чем 0,025 мм. С целью повышения производительности в них предусмотрено:
несколько (до 8) синхронно работающих шпинделей с соответствующим количеством посадочных мест;
возможность пакетной обработки заготовок (до 4...5 на одном посадочном месте);
автоматическая смена сверл по программе;
быстродействующие электроприводы перемещения стола по осям X и Y и подача инструмента по оси Z.
Н
Рис.
4. 16. Четырехшпиндельный станок
В современных конструкциях МПП используются микропереходы (рис. 4.17), что позволяет повысить плотность коммутации при том же количестве слоев.
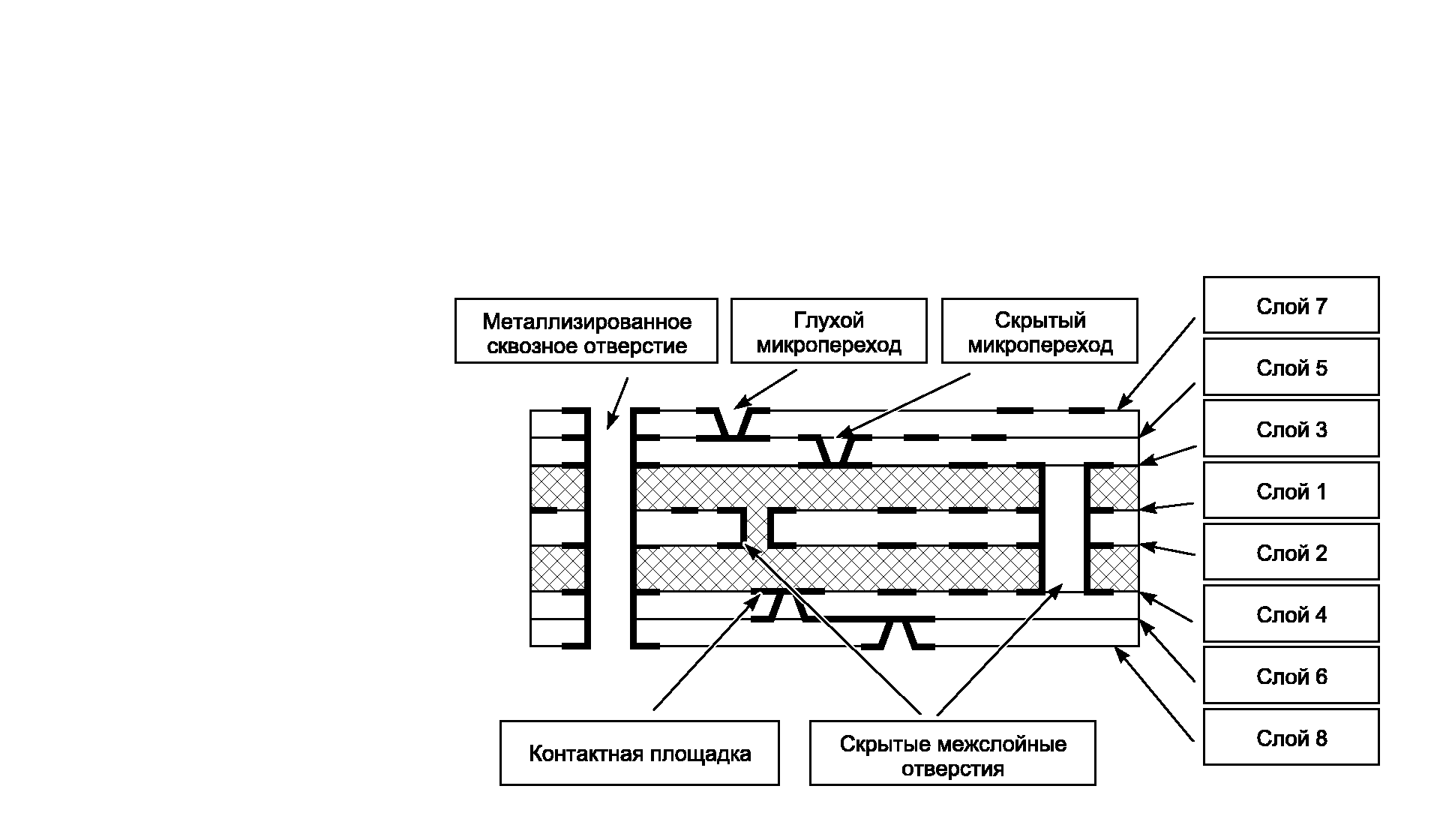
Рис. 4.17. Конструкция МПП для высокоинтегрированной элементной базы
Тенденция к уменьшению диаметров отверстий, а также появление глухих отверстий привели к появлению новых методов их получения – лазерному сверлению и химическому травлению, позволяющими получать отверстия диаметром менее 0,1 мм.