

4.2. Тема 4. Печатные платы
Техника ПП стала первым, успешно развившимся направлением техники ПС. В немалой степени этому способствовало промышленное освоение специализированными предприятиями в 50-е годы выпуска фольгированных диэлектриков. Основной способ получения токопроводящего рисунка в те годы заключался в удалении химическим травлением участков фольги, незащищенных КМ. Позднее его стали называть субтрактивным (от англ. to subtract – вычитать). Альтернативный способ, появившийся в 60-е годы,
заключался в химическом осаждении меди на нужные участки нефольгированного диэлектрика. Этот метод стали называть аддитивным (от анг. to add – прибавлять) – табл. 4.1.
Примеры изготовления ПП с получением токопроводящего рисунка субтрактивным и аддитивным методами
Таблица 4.1
Субтрактивный метод |
Аддитивный метод |
|
1. Заготовка нефольгированного диэлектрика |
|
|
|
|
|
|
|
|
 1.
Заготовка фольгированного диэлектрика
1.
Заготовка фольгированного диэлектрика
 2.
Получение КМ
2.
Получение КМ 2.
Получение отверстий
2.
Получение отверстий 3.
Травление фольги
3.
Травление фольги 3.
Получение КМ
3.
Получение КМ 4.
Снятие КМ
4.
Снятие КМ 4.
Химическое меднение
4.
Химическое меднение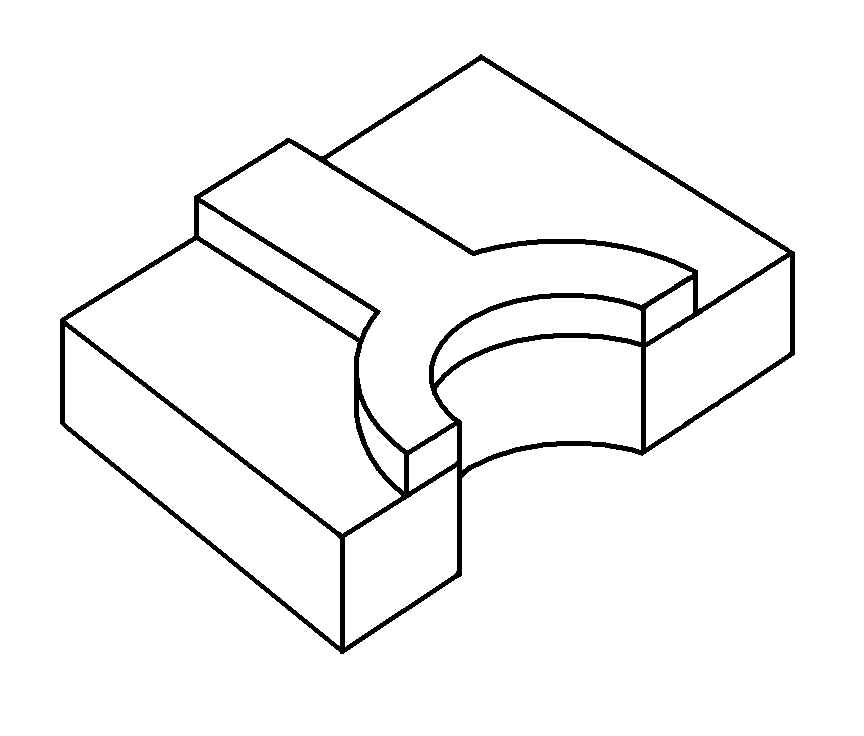 5.
Получение отверстий
5.
Получение отверстий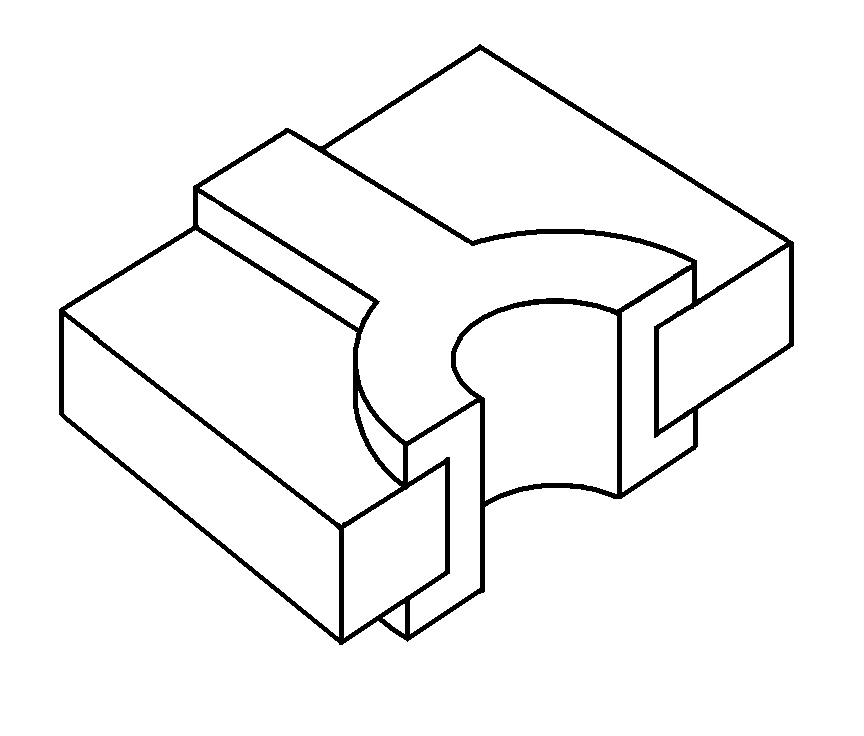 5.
Снятие КМ
5.
Снятие КМ
Среди множества известных конструктивно – технологических вариантов исполнения ПП (а запатентовано их не одна сотня) наибольшее практическое применение (согласно ГОСТ 23751-86. Платы печатные. Основные параметры конструкции) получили (рис. 4.11):
- односторонние ПП (ОПП) – содержат один токопроводящий слой;
- двусторонние ПП (ДПП) - содержат два токопроводящих слоя;
- многослойные ПП (МПП) – содержат три и более токопроводящих слоя;
- гибкие ПП (ГПП);
- гибкие печатные кабели (ГПК).
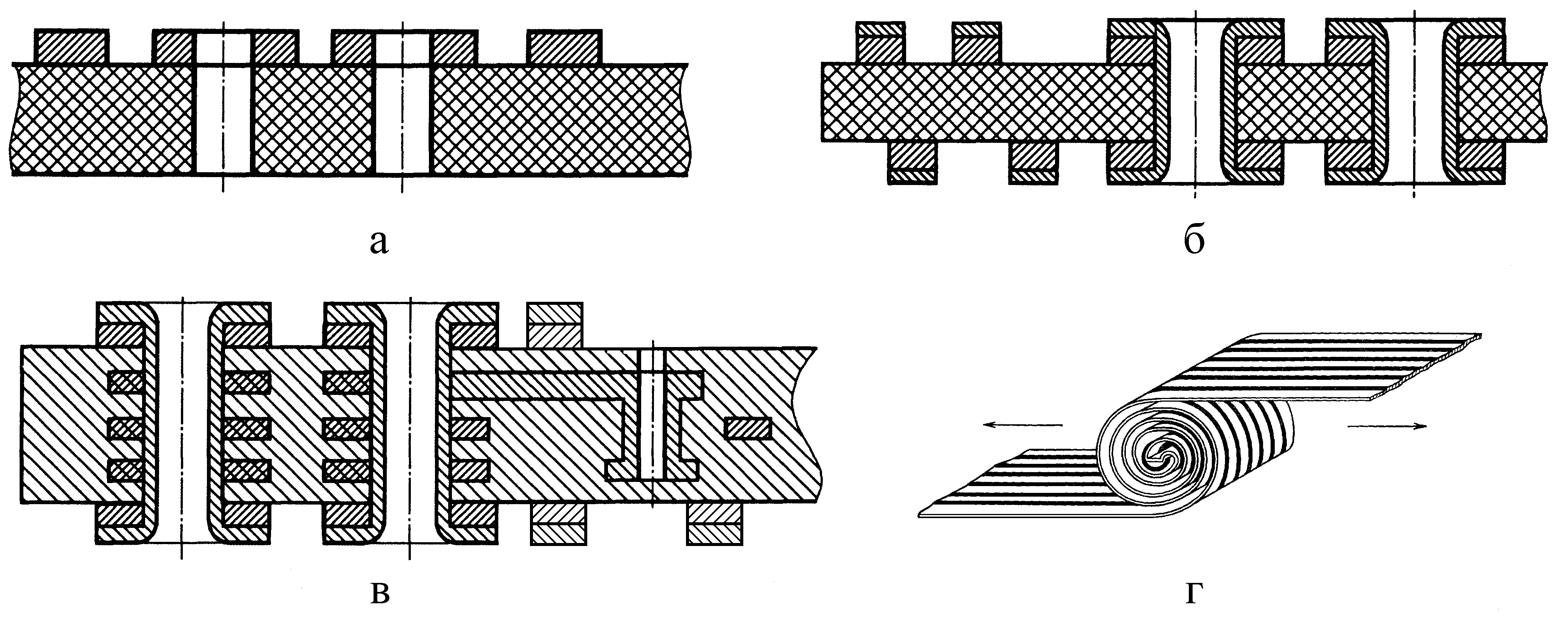
|
Рис. 4.11. Основные типы ПП: а – ОПП; б – ДПП; в – МПП; г - ГПК |
Основные конструкционные материалы для изготовления пп
К ним относят фольгированные и нефольгированные диэлектрики и прокладочная стеклоткань.
Для изготовления фольгированных диэлектриков применяют чаще всего медную электролитическую фольгу чистотой не хуже, чем 99,5% и толщиной от единиц до нескольких десятков мкм.
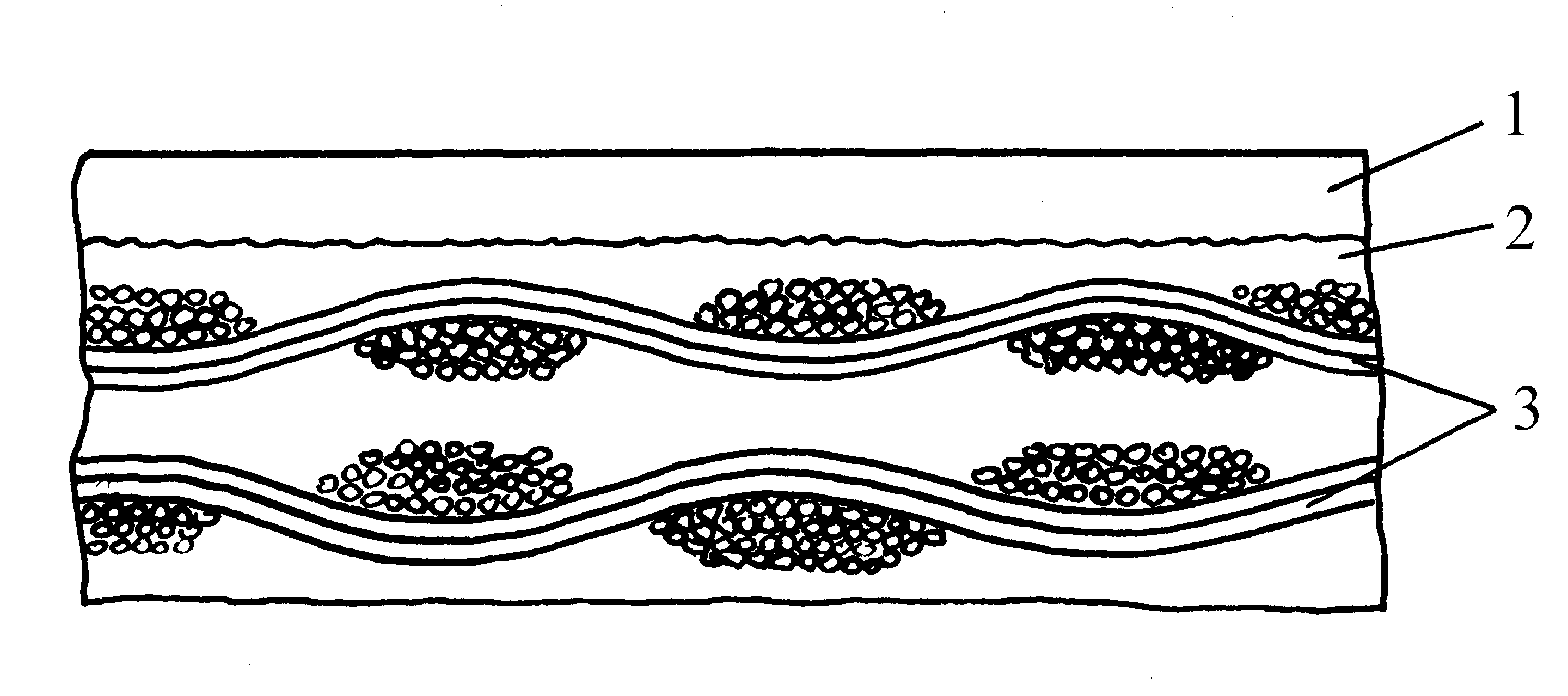
В качестве диэлектрического основания наибольшее распространение получили слоистые пластики, армированные волокнистыми материалами, - гетинаксы и стеклотекстолиты.
Фольгированные гетинаксы представляют собой прессованный материал, изготовленный на основе электроизоляционной бумаги (наполнитель), пропитанной термореактивной фенольной смолой (связующее), и облицованный с одной или с двух сторон медной электролитической фольгой. Фольгированные гетинаксы сравнительно дешевы, неплохо обрабатываются механически. Основное их применение – ПП для бытовой аппаратуры.
В
Рис.
4.12. Структура фольгированного
стеклотекстолита: 1
– медная фольга; 2 – связующее; 3 –
наполнитель (стеклоткань)
|
Рис. 4.14. Схема технологического процесса изготовления фольгированного стеклотекстолита: 1 – смола; 2 – стеклоткань; 3 – пропитка; 4 – сушка; 5 – резка; 6 – дозирование; 7 – клей; 8 – осаждение медной фольги; 9 – нанесение слоя клея; 10 – прессование; 11 - обрезка |
Для изготовления ОПП и ДПП чаще всего применяют фольгированные гетинаксы и стеклотекстолиты марок ГФ и СФ (например, СФ2-35-1,5, где цифры означают: 2 – двусторонний фольгированный материал; 35 – толщина фольги в мкм; 1,5 – общая толщина в мм).
Для изготовления МПП используют тонкие фольгированные диэлектрики (стеклотекстолиты) и прокладочную стеклоткань, пропитанную не полностью полимеризованной смолой (в стадии «В»).
Для изготовления ГПП и ГПК, способных выдерживать многократные изгибы, применяют фольгированные лавсан (полиэтилентерефталат) и полиимид. Полиимидные пленки обладают лучшими характеристиками (близкие значения коэффициента линейного расширения полиимида и меди, диапазон рабочих температур от –200 ºС до 300 ºС, отличная гибкость и химстойкость и т.д.), но стоимость их выше лавсановых.
В аддитивной или полуаддитивной технологии основанием платы служат нефольгированные диэлектрики, на поверхность которых в состоянии поставки могут быть нанесены для лучшего крепления проводящего рисунка наносят адгезионные слои (для лучшего сцепления осаждаемой меди с основанием).
П
Рис.
4.14. Фольгированный диэлектрик с
протектором: 1
– протектор; 2 – фольга; 3 - диэлектрик
