

3.4. Герметизация сау ла
ФЭ, ЛС и КЭ изолируют от контакта с окружающей средой, содержащей влагу, пыль, химические соединения и другие, вредные для САУ ЛА компоненты, монолитными или полыми оболочками.
Защита монолитными оболочками
Монолитные оболочки составляют неразрывное целое с защищаемым элементом или сборочной единицей. Различают пленочные и толстостенные оболочки.
Пленочные оболочки обычно представляют собой различного рода покрытия: защитные, защитно-декоративные и специальные. Защитные покрытия предохраняют покрываемые материалы от воздействия влаги и других агрессивных компонентов, защитно-декоративные дополнительно придают нарядный внешний вид, а специальные – особые свойства, например, отражательную способность, стойкость к определенным средам, смачиваемость жидкими припоями и т.д.
Пленочные оболочки выполняются из органических и неорганических материалов толщиной от десятых долей до нескольких сотен микрометров. Материалы для защитных пленок должны отвечать ряду требований: хорошие влагозащитные свойства, стойкость к воздействию химических и физических факторов, близость температурных коэффициентов линейного расширения (ТКЛР) покрываемого материала и покрытия, хорошая адгезия, и т.д.
В качестве материалов покрытий используются: металлы (Cr, Ni, Zn, Cd, драгметаллы), сплавы (чаще – оловянно-свинцовые), окислы металлов (защищаемых, например, Al2O3) и неметаллов (SiO, GeO и др.), соли металлов (например, фосфаты), пластмассы, лаки, краски и др. Чаще всего покрытиями защищают поверхности корродируемых металлов деталей (КЭ), ЛС (например, печатные и пленочные проводники, внешние выводы ФЭ), а также ФЭ (например, пленочные резисторы). Покрытия наносят различными методами: гальванической и химической металлизацией, лужением, анодной обработкой, осаждением в вакууме, пульверизацией, плакированием и др.
Разновидностью пленочных оболочек являются гидрофобные покрытия с высокими водоотталкивающими свойствами (например, высокомолекулярные кремнийорганические соединения). Обработанные материалы теряют способность не только поглощать влагу, но и смачиваться ею. Гидрофобизацию применяют для обработки керамики, диэлектриков, тканей.
Для получения толстостенных монолитных оболочек используются пропитка, заливка, обволакивание и опрессовка.
Пропитка — процесс заполнения изоляционным пленкообразующим материалом пор и малых зазоров в компонентах САУ ЛА с целью увеличения их электрической и механической (защита от повреждений) прочности, влаго-, нагрево- и химической стойкости. Пропитке подвергаются моточные изделия (трансформаторы, дроссели, катушки), а также детали из волокнистых и пористых материалов (например, каркасы катушек).
Пропиточные составы (лаки, компаунды) должны быть нейтральны к элементам пропитываемого изделия, нетоксичны, влаго- и нагревостойки.
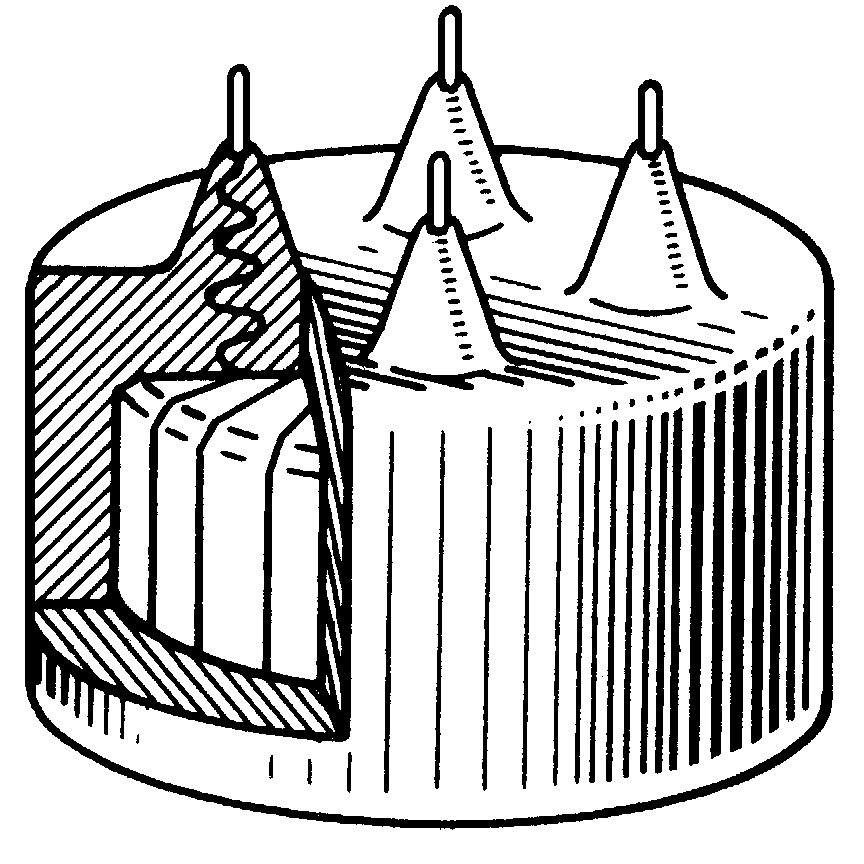
Заливка — сплошная упаковка изделия в изоляционную массу путем ею заполнения свободного пространства между изделием и стенками корпуса или между изделием и заливочной формой (рис. 3.34, а). Так как заливочный материал в этом случае имеет значительную массу, то в залитых узлах, как правило, возникают внутренние напряжения, вызванные различием ТКЛР компаунда и заливаемых элементов. Эти напряжения могут отрицательно сказаться на работоспособности САУ ЛА и даже вызвать повреждения залитых проводников и непрочных компонентов. В таких случаях применяют компаунды, которые полимеризуясь, образуют упругую, резиноподобную массу (например, компаунды на основе низкомолекулярных кремнийорганических каучуков) или самовспенивающиеся компаунды на основе полиуретановых, эпоксидных или кремнийорганических смол, в которых сжатию подвергаются пузырьки газа в порах
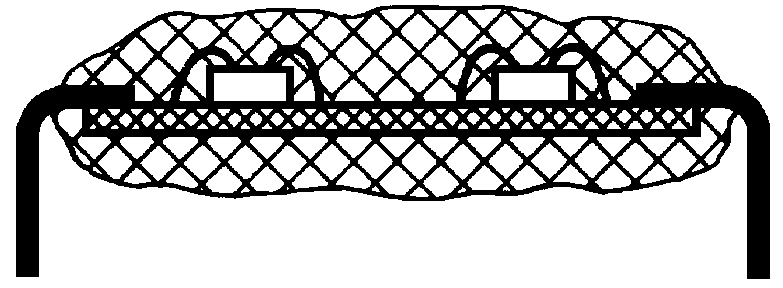
Обволакивание — процесс образования покровных оболочек обычно путем погружения изделий в специальный изоляционный материал (лаки, компаунды, эмали) с последующим отверждением. Обволакивание применяют для защиты от влаги дискретных ЭРЭ, бескорпусных полупроводниковых приборов, микросборок рис. 3.34, б). Основным преимуществом обволакивания является высокая экономичность, недостатками — довольно толстый (от долей до нескольких миллиметров) и неконтролируемый слой покрытия, возможность использования только для нежестких условий эксплуатации (как и для всех видов полимерной защиты от влаги), сложность удаления попавшей под защитный слой влаги. К обволакиванию можно отнести также герметизацию компаундами паяных и сварных швов и мест контактирования металлов с различными электрохимическими потенциалами, которые весьма чувствительны к воздействию влаги (например, Al и Cu).
|
|
|
а |
б |
в |
Рис. 3.34. Примеры герметизации в монолитные оболочки: а - заливка тороидального трансформатора; б – обволакивание микросборки; в - опрессовка
|
||
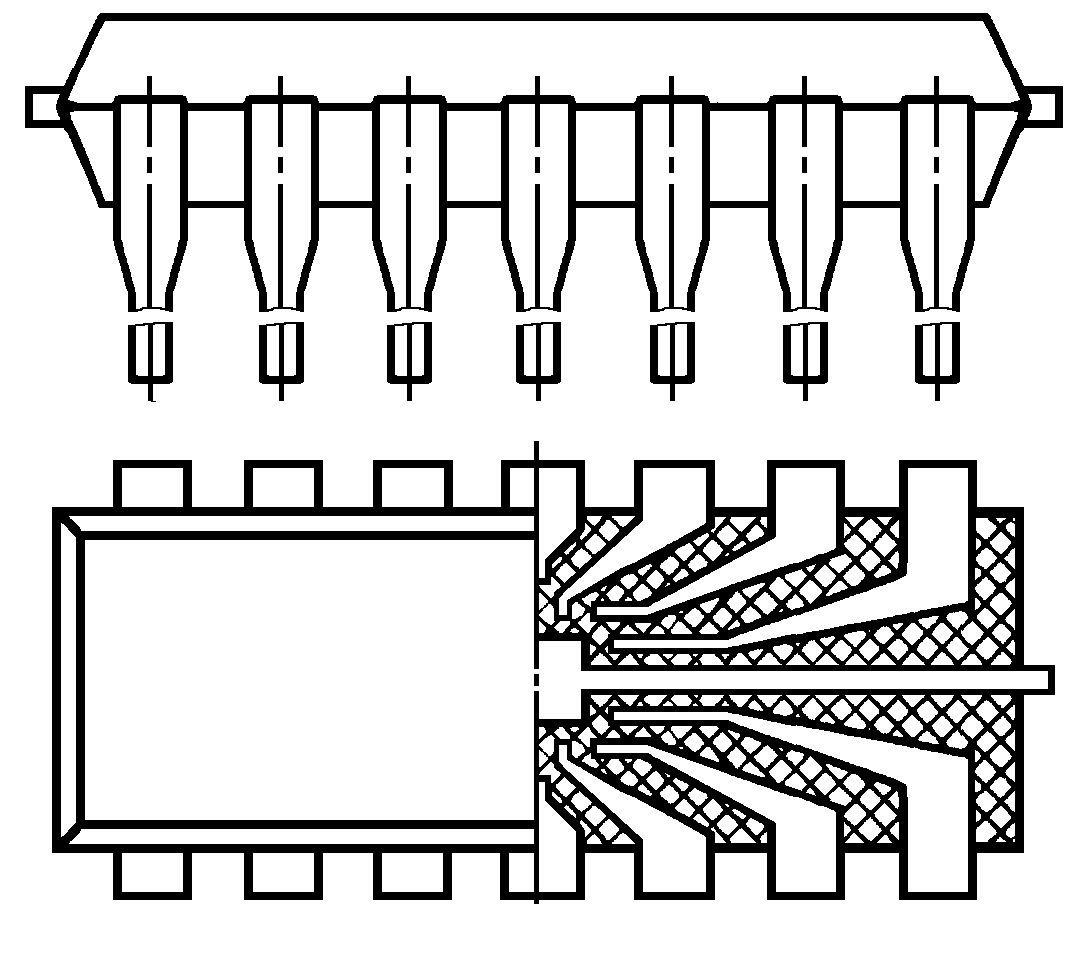
Опрессовка — защита изделия от влаги толстым слоем полимерного материала (термореактивная или термопластичная пластмасса) методом литьевого или трансферного прессования в специальных формах. Этот вид влагозащиты используют в основном для малогабаритных компонентов (ИС, ЭРЭ, микросборок; рис. 3.34, в), что позволяет надежно укрепить внешние выводы и создать несущую конструкцию, которая способна выдерживать механические перегрузки и пригодна для автоматизации установки компонентов на плату. Чтобы избежать нарушения герметизации при колебаниях температуры, подбирают материалы корпуса и выводов с близкими значениями ТКЛР. Толщина опрессовки выбирается с учетом надежности влагозащиты, технологических требований (при толщине стенки менее 2 мм возможно повреждение защищаемого компонента в пресс-форме), внутренних напряжений (при больших толщине и изменении температуры могут возникнуть большие внутренние напряжения). При выборе материала для опрессовки учитывают также его диэлектрические свойства.
Защита полимерными материалами:
— имеет низкую стоимость (дешевые материалы и автоматизируемость процессов);
— не исключает проникновение влаги внутрь узла (слабыми местами считаются выводы и другие элементы, вдоль которых образуются капилляры на границе соприкосновения материалов, имеющих разные ТКЛР);
— пригодна лишь для небольших объемов (т.е. возможна только частичная герметизация);
— обычно используется только для нежестких условий эксплуатации (отапливаемые помещения).
Для жестких условий эксплуатации применяют полную герметизацию с использованием защитных корпусов (полых оболочек) из металла, керамики и других материалов.