

2.1.2 Элементы и размеры пиломатериалов
В любом виде пиломатериалов различают следующие элементы: пласть, кромка, торец, ребро (рис.2.1).
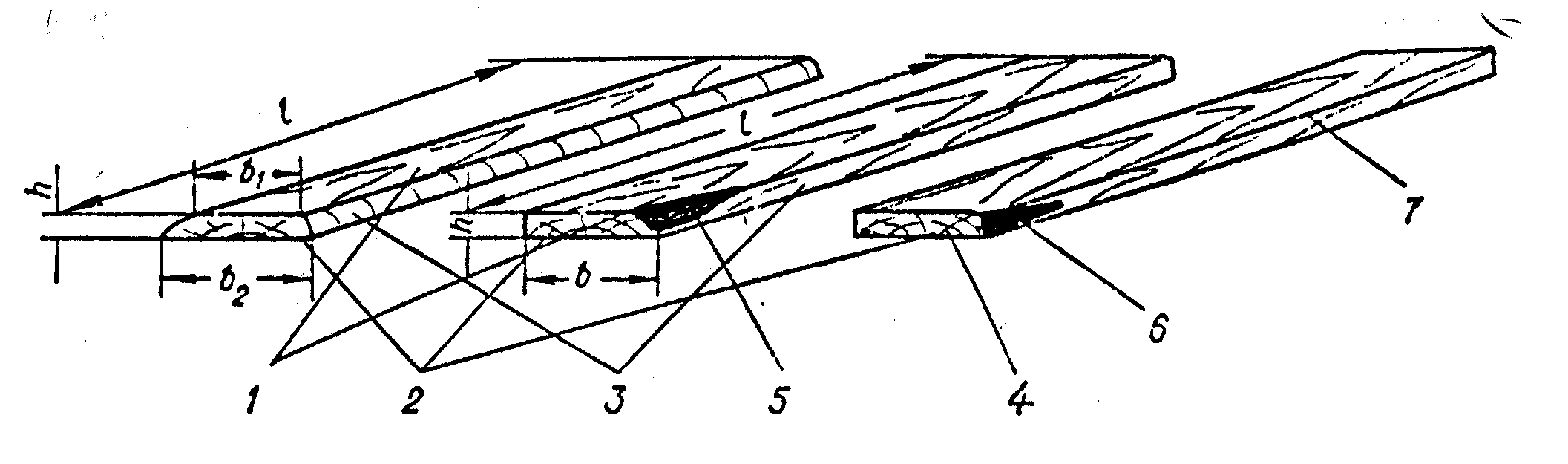
Рис.2.1 Элементы пиломатериалов: 1 – наружная пласть; 2 – внутренняя пласть; 3 – кромка; 4 – торец; 5 – тупой обзол; 6 – острый обзол; 7 –ребро; h – толщина; b – ширина; ℓ - длина
Пласть – любая из двух противоположных более широких продольных поверхностей пиломатериалов. Различают пласти: наружные и внутренние, лучшие и худшие. Наружная пласть более удалена от сердцевины, внутренняя – менее. Лучшая и худшая пласти определяются по наличию пороков и качеству обработки древесины. Кромка – любая из двух противоположных более узких продольных поверхностей. Торец – это концевое сечение продольных поверхностей. Ребро – линия пересечения двух смежных поверхностей.
Пиломатериалы характеризуются длиной, шириной и толщиной. По толщине их условно делят на тонкие (до 32 см) и толстые (св. 32 см). Длину пиломатериалов измеряют в метрах, ширину и толщину – в миллиметрах. Правила измерения пиломатериалов регламентируют ГОСТ 6564-84.
Длина пиломатериалов – кратчайшее расстояние между их торцами, толщина – расстояние между пластями, ширину определяют по пласти, если пиломатериал обрезной. Ширину необрезного пиломатериала определяют полусуммой внутренней и наружной пластей, измеренных по середине длины. Размеры пиломатериалов, установленные в стандартах для древесины определенной влажности, называют номинальными. В России номинальые размеры пиломатериалов внутреннего потребления устанавливают при влажности древесины 20 %. Влажность выпиливаемых пиломатериалов, как правило, всегда выше указанной, поэтому распиловочные размеры должны быть больше номинальных. Превышение определяют установленным размером припуска на усушку пиломатериалов. Кроме этого предусматривают и распиловочные припуски линейных размеров сечений пиломатериалов с целью уменьшения уровня дефектности досок в отношении снижения размеров их сечений за нижнюю границу поля допуска. Тогда распиловочные размеры (P) пиломатериалов окажутся связанными с номинальными (H) размерами посредством выражения:
Р = Н + y + r , (2.1)
где y – припуск на усушку, мм; r– распиловочный припуск, мм.
Припуск на усушку нормирован ГОСТ 6782.1-75 и ГОСТ 6782.2-75 соответственно для пилопродукции хвойных и лиственных пород. Усушкой по длине пренебрегают, так как ее размеры очень малы. Дается припуск только по толщине и ширине. Измерение пиломатериалов производят по фактическому размеру с отнесением к ближайшим номинальным размерам.
Действующие стандарты (ГОСТ 24454-80 и ГОСТ 2695-83) устанавливают номинальные размеры и градацию пиломатериалов в зависимости от их назначения и породы древесины. Многочисленность размеров (210 сечений при толщине 16…250 мм и ширине 60 … 275 мм) пиломатериалов значительно затрудняет их сортировку. К тому же она не всегда оправдана по потребительским соображениям. Учитывая это, многие предприятия переходят на производство пиломатериалов четырех-пяти сечений. Номинальные размеры длины хвойных пиломатериалов - 1,0…6,5 м с градацией 0,25 м; твердых лиственных пород – 0,5…6,5 м с градацией 0,1м; мягких лиственных пород – 0,5…2,0 м с градацией 0,1 м. Фактические размеры пиломатериалов практически всегда отличаются от заданных, что объясняется неточностью работы лесопильного оборудования. Допускаются следующие отклонения фактических размеров пиломатериалов: по длине +50 и –25 мм; по толщине до 32 мм включительно ±1 мм; по толщине и ширине для обрезных досок 40…100 мм ± 2 мм; по толщине и ширине более 100 мм ± 3 мм.