

14.2 Расчет мощности производства щепы
Производственная мощность по выработке технологической щепы зависит от объемов распиливания сырья и складывается из мощностей по производству щепы на рубительных машинах Ар и на агрегатных, фрезерно-брусующих и фрезернопильных линиях Аа. Мощность в плотных м3 определяют по формуле
A=Ap+Aа=Q0Ki+QщKi (14.1)
где
![]() -
объем кусковых отходов для производства
щепы, тыс. м ;
-
объем кусковых отходов для производства
щепы, тыс. м ;![]() —
объем несортированной щепы,
вырабатываемой агрегатным способом,
тыс. м3
; Ki
- коэффициент,
учитывающий норму расхода сырья на
производство щепы (0,89 - при производстве
щепы для целлюлозно-бумажного производства,
0,91 - при производстве щепы из окоренного
сырья для древесных плит и гидролизной
промышленности, 1,06 - при производстве
щепы из неокоренного сырья для производства
древесных плит).
—
объем несортированной щепы,
вырабатываемой агрегатным способом,
тыс. м3
; Ki
- коэффициент,
учитывающий норму расхода сырья на
производство щепы (0,89 - при производстве
щепы для целлюлозно-бумажного производства,
0,91 - при производстве щепы из окоренного
сырья для древесных плит и гидролизной
промышленности, 1,06 - при производстве
щепы из неокоренного сырья для производства
древесных плит).
Объем кусковых отходов для производства щепы рассчитывают по формуле Qк =(∑ViZki)/100-Qн+Qд+Qx+Qc (14.2)
где
Vi-
объем сырья, перерабатываемого 1, 2,... i
потоком, тыс. м3;![]() -объем
кусковых отходов, используемых в качестве
топлива и для производства
других видов продукции, тыс. м3
;
-объем
кусковых отходов, используемых в качестве
топлива и для производства
других видов продукции, тыс. м3
;![]() - объем
кусковых отходов, используемых для
производства технологической щепы,
тыс. м3(определяется
по балансу использования сырья);Qx
— объем
кусковых отходов, получаемых при
раскряжевке хлыстов и полухлыстов,
тыс. м ;Qc
- объем
кусковых отходов, получаемых от других
предприятий, тыс.м ; Zki
- доля
кусковых отходов в балансе распиливаемого
1, 2,... i
лесопильным потоком сырья, %,
- объем
кусковых отходов, используемых для
производства технологической щепы,
тыс. м3(определяется
по балансу использования сырья);Qx
— объем
кусковых отходов, получаемых при
раскряжевке хлыстов и полухлыстов,
тыс. м ;Qc
- объем
кусковых отходов, получаемых от других
предприятий, тыс.м ; Zki
- доля
кусковых отходов в балансе распиливаемого
1, 2,... i
лесопильным потоком сырья, %,
Z ki =100 –Z n-Z у -Zо -Zщ (14.3)
где Zn - выход пиломатериалов, %; Zy - потери на усушку древесины, %; Z0 Zу - объем опилок, %; Zщ - доля щепы, выработанной агрегатным способом, в балансе распиливаемого сырья.
Потери на усушку пиломатериалов, выработанных на ЛАПБ, при конечной влажности 20...22 % составляют 2,9 %, при влажности 14... 16 % - 3,5 %, пиломатериалов, выработанных на ФБС, - соответственно 2,7 и 3,3 %. Объем опилок для потоков с ЛАПБ и ФБС принимается Zо =11,4 %. Значения доли щепы, выработанной агрегатным способом, в балансе сырья Zщ, %, для различных типов головного станка, приведены ниже:
лесопильная рама с раскроем на фрезерно-обрезном станке 10;
фрезерно-брусующая линия с двумя ФБС 26;
фрезерно-брусующий и многопильный станки 7,4;
ЛАПБ 26;
фрезернопильная линия с раскроем:
на обрезном станке 14,8;
на фрезерно-обрезном станке 26;
фрезериопильный и многопильный станки с раскроем:
на обрезном станке 7,4;
на фрезерно-обрезном станке 18,6.
14.3 Технологические процессы производства щепы
Структурные схемы технологических процессов производства технологической щепы на различных участках представлены на рис. 14.3 и 14.4.
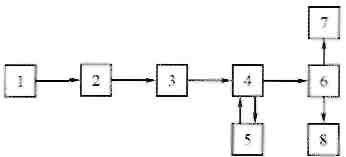
Рис. 14.3 Структурная схема процесса производства технологической щепы из отходов лесопильного цеха:1 - сбор окоренных отходов; 2 - обнаружение и удаление металлических включений; 3 - измельчение отходов; 4 - сортировка щепы; 5 - доизмельчение крупной щепы; 6 анализ качества щепы; 7 — накопление, хранение и отгрузка мелкого отсева; 8 - накопление, хранение и отгрузка технологической щепы
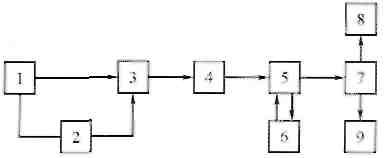
Рис. 14.4 Структурная схема процесса производства технологической щепы из отходов участка раскроя хлыстов, окорки и сортировки бревен:1 - сбор окоренных отходов; 2 - колка толстомерных отрезков с гнилью; 3 - обнаружение и удаление металлических включений; 4 - измельчение отходов; 5- сортировка щепы; 6- доизмельчение крупной шепы; 7- анализ качества щепы; 8 - накопление, хранение и отгрузка мелкого отсева; 9 - накопление, хранение и отгрузка технологической шепы
При выработке щепы из кусковых отходов лесопиления применяют следующие технологические схемы: поточную, многопоточную, централизованную, специализированную, комбинированную многопоточную и комбинированную централизованную (рис. 14.5).
При поточной схеме (рис. 14.5, а) рубительные машины устанавливают в каждом лесопильном потоке. При этом горбыли, рейки, вырезки и оторцовки древесины в рубительные машины подают одновременно. Сортировка щепы в зависимости от производительности может быть установлена в потоке или может применяться на несколько потоков.
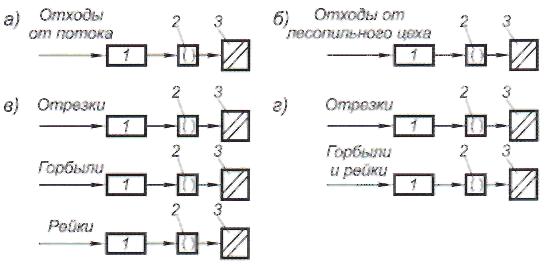
Рис 14.5 Технологические схемы измельчения отходов: а) многопоточная, б) централизованная, в) специализированная, г) комбинированная; 1 - сбор отходов; 2 - обнаружение и удаление металлических включений; 3 - измельчение отходов
При централизованной переработке (рис. 14.5, б) отходы нескольких потоков измельчают в одной рубительной машине. Рекомендуется при этом устанавливать резервную машину и сортировку. Эту схему применяют на крупных лесопильных предприятиях с применением высокопроизводительных рубительных машин, позволяющих преодолеть пиковые нагрузки, связанные с неравномерностью накопления отходов на конвейере. При такой схеме требуются меньшие затраты на единицу продукции, однако возникают трудности в сборе и подаче отходов разных размеров по одному загрузочному конвейеру
Специализированная схема (рис. 14.5, в) предусматривает измельчение отходов каждого вида (горбылей, реек, отрезков досок) в специализированных рубительных машинах или с помощью специальных загрузочных патронов на одной рубительной машине. Эта схема позволяет получить высокий выход кондиционной щепы из однородных по параметрам отходов в рубительных машинах средней производительности (20…30 м3/ч). В данной схеме упрощается загрузка однородных отходов в машины, но усложняются транспортные связи в цехе.
Комбинированная централизованная схема (рис. 14.5, г) сочетает экономические преимущества централизации переработки отходов с повышением выхода щепы. Этому способствует измельчение коротких отрезков досок в специализированной машине и уменьшение простоев при застревании отходов при загрузке.