

9.3 Оборудование для сортировки сырых пиломатериалов
Для сортировки пиломатериалов по тем или иным сортировочным признакам применяются различные сортировочные устройства. Лесопильно-деревообрабатывающие предприятия оснащены отечественными линиями типа ЛТС-М и ЛСП18-36. Ряд лесоэкспортных предприятий имеет торцовочно-сортировочные линии (ТСЛ) финской фирмы «Валмет», а также линии ЛССА-30Ф, созданные совместно с финскими специалистами. Технологическая характеристика торцовочно-сортировочных линий приведена в табл.9.1.
Таблица 9.1
Техническая характеристика торцовочно-сортировочных линий
Показатель |
Сортировочные линии |
||||
ЛТС-М |
ЛССА-30Ф |
ЛСП18-36/1 |
ЛСП18-36/2 |
«Валмет» |
|
Размеры пиломатериалов: толщина, мм ширина, мм длина, м |
16...50 75...280 2,1...6,6 |
16...100 75...300 2...7,5 |
16...75 75...265 2...6,7 |
16...75 75...275 1,5...6,6 |
16...100 75...300 2...6,8 |
Длина пиломатериалов, м |
1,8...6,6 |
2,1...6,6 |
1,5...6,6 |
1,5...6,6 |
1,8...6,8 |
Пропускная способность, шт/мин |
39 |
90 |
90 |
120 |
90 |
Число накопителей, шт |
22 |
30 |
18, 24, 30, 36 |
18, 24, 30, 36 |
34 |
Размеры пакета: длина, м ширина, мм высота, мм |
6,6 1350 1300 |
6,8 1350 1500 |
7,0 1350...1200 2000 |
7,0 1350...1220 2000 |
6,7 1250...1400 2600 |
Линии моделей ЛТС-М, ЛСП18-36/1, ЛССА-30Ф и фирмы «Валмет» являются торцовочно-сортировочными, а линия модели ЛСП18-36/2 – сортировочной.
Линия сортировки сырых пиломатериалов ЛСП18-36/2 предназначена для сортировки сырых обрезных пиломатериалов по различным сортировочным признакам: толщине, ширине, сортам (назначению или группам качества), длине, породам. Применяется линия на лесопильных предприятиях мощностью более 150 тыс.м3 пиломатериалов в год. Линия (рис.9.2) включает участок загрузки, обеспечивающий разборку поступающих пучков досок и поштучную выдачу досок, состоящий из наклонного конвейера 1 для разборки досок, приямка 2, роликового конвейера 3 для выравнивания торцов досок и загрузчика 4 для
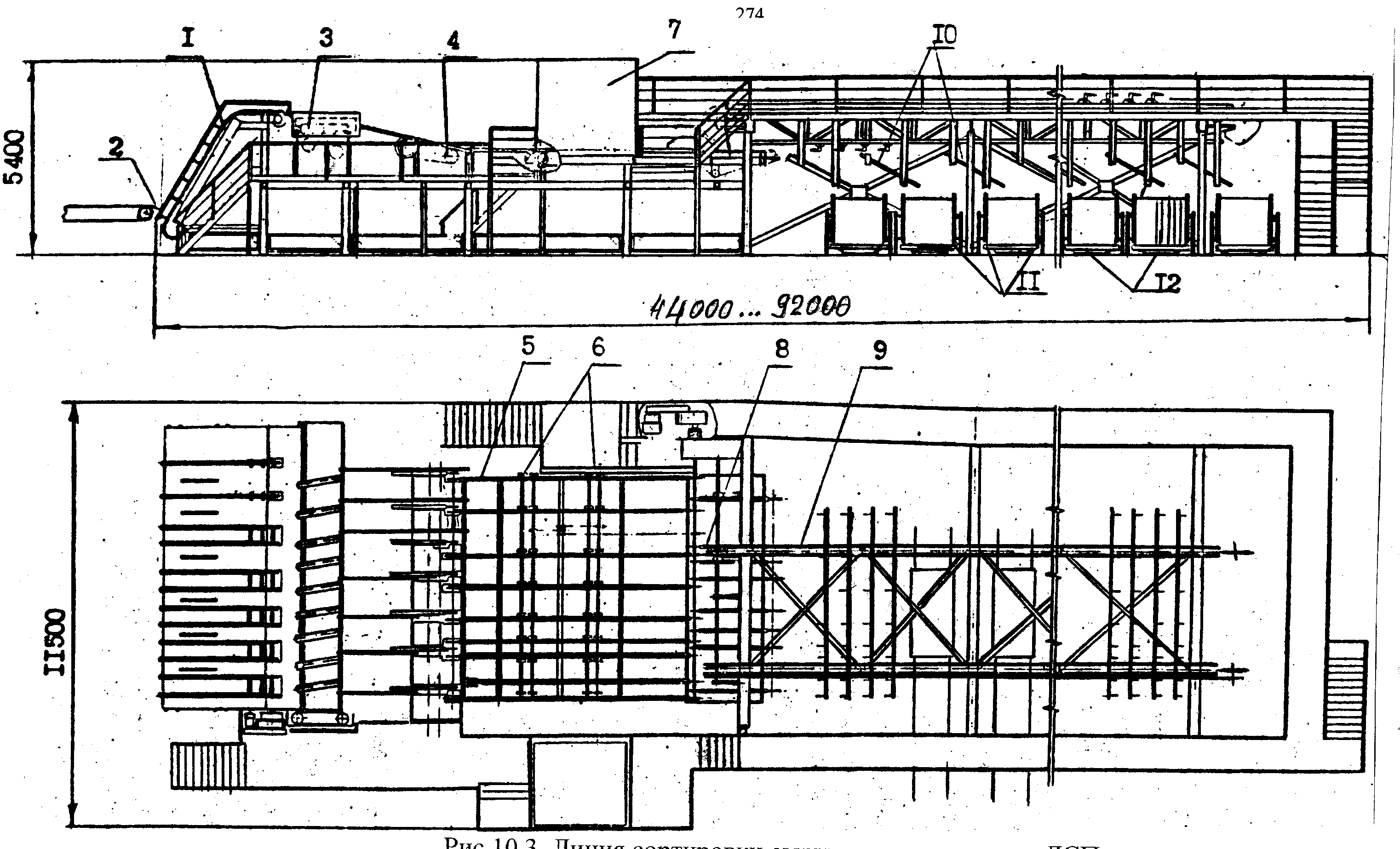
Рис.9.2 Линия сортировки сырых пиломатериалов ЛСП 18-36:
1 – наклонный конвейер, 2 – приямок, 3 – роликовый конвейер, 4 – загрузчик, 5 – цепной конвейер участке оценки, 6 – кантователи досок, 7 – кабина оператора, 8 – механизм загрузки, 9 – сортировочный конвейер, 10 – накопители досок
формирования ряда досок с последующей поштучной загрузкой их на упоры цепного конвейера; участок оценки, включающий цепной конвейер 5 для перемещения пиломатериалов и кантователи досок 6, расположенные перед кабиной оператора; кабину операторов 7, в которой размещаются один или два оператора за пультами управления; механизм загрузки 8, предназначенный для поштучной загрузки досок на крюки сортировочного конвейера; участок сортировки, состоящий из сортировочного конвейера 9 для перемещения досок в зоне сортировки; накопителей 10 для накапливания досок на наклонной плоскости на период выкатки тележек для загрузки и уменьшения высоты падения досок с крюков; стоек 11 для ограничения размеров пакетов по ширине; тележек 12 для формирования плотных пакетов пиломатериалов и выноса их за пределы линии.
Работа линии заключается в следующем. Пиломатериалы оторцованные в лесопильном цехе или перед сортировочной линией поступают на сборочный конвейер и передаются в приямок 2 наклонного конвейера 1. С помощью упоров на цепях этого конвейера производится разборка пучков досок и затем они подаются на торцеравнительный роликовый конвейер 3. Выровненные по одному торцу доски перемещаются по роликовым шинам на конвейер поджима и загрузчиком 4 поштучно загружаются на упоры цепного конвейера 5 участка оценки. На участке оценки расположены два кантователя 6, которые поочередно переворачивают все доски. Сбоку от кантователей расположена кабина 7 для двух операторов. При кантовке доски оператор осматривает пласти и кромки, оценивает качество и задает сорт (назначение) доски на пульте управления. Операторы оценивают доски через одну, т.е. первый оператор осматривает нечетные доски, второй - четные. После оценки доски поступают в зону измерения, где соответствующими датчиками автоматически измеряются толщина, ширина и длина досок. Команды от операторов и от датчиков поступают в автоматизированную систему управления, где они обрабатываются, выбирается сортировочное место, на которое должна поступить данная доска, подается соответствующая команда на сброс. После обмера доски загружаются механизмом загрузки 8 на крюки сортировочного конвейера 9 и транспортируются к сортировочным местам. При подходе доски к заданному сортировочному месту по команде системы управления производится сброс доски на накопитель 10. При поступлении некоторого количества досок рабочий опускает ограничитель на наклонной плоскости, сбрасывает доски на тележку 12 и укладывает в плотный пакет. Для ограничения пакета по ширине служат стойки 11. По окончании формирования пакета тележка выкатывается, пакет снимается автолесовозом, краном или автопогрузчиком и транспортируется на последующий технологический участок. Тележки могут быть заменены на накопители с выносным конвейером и дополнительно комплектоваться пакетоукладчиком для формирования плотного пакета или линией для формирования сушильных штабелей.
Линия обеспечивается системой учета пилопродукции, входящей в состав системы управления и выдающей следующую информацию: общий объем рассортировочных пиломатериалов, объем пиломатериалов по каждой породе; объем пиломатериалов по каждому сечению и сорту, количество пропущенных досок - всего, по каждой породе, по каждому сорторазмеру.Линию обслуживает 6.. .8 чел.
Линию ЛСП можно использовать в сочетании с накопителями толстых обрезных досок, выпиленных из центральной части бревна. В этом случае тонкие доски, выходящие из лесопильного цеха поступают на линию ЛСП, а толстые направляется в специальные накопители сортировочного оборудования на базе распределителей СПР. Его устанавливают в лесопильном цехе с объемом производства 100...150 тыс. пиломатериалов в год. Это оборудование можно использовать, если на всех потоках вырабатываются тонкие доски только одной толщины, и количество одновременно выпиливаемых размеров их по ширине не превышает шести, а также, если толстые доски на каждом потоке выпиливаются только одного сечения. Оно включает (рис.9.3) распределитель досок СПР-1,
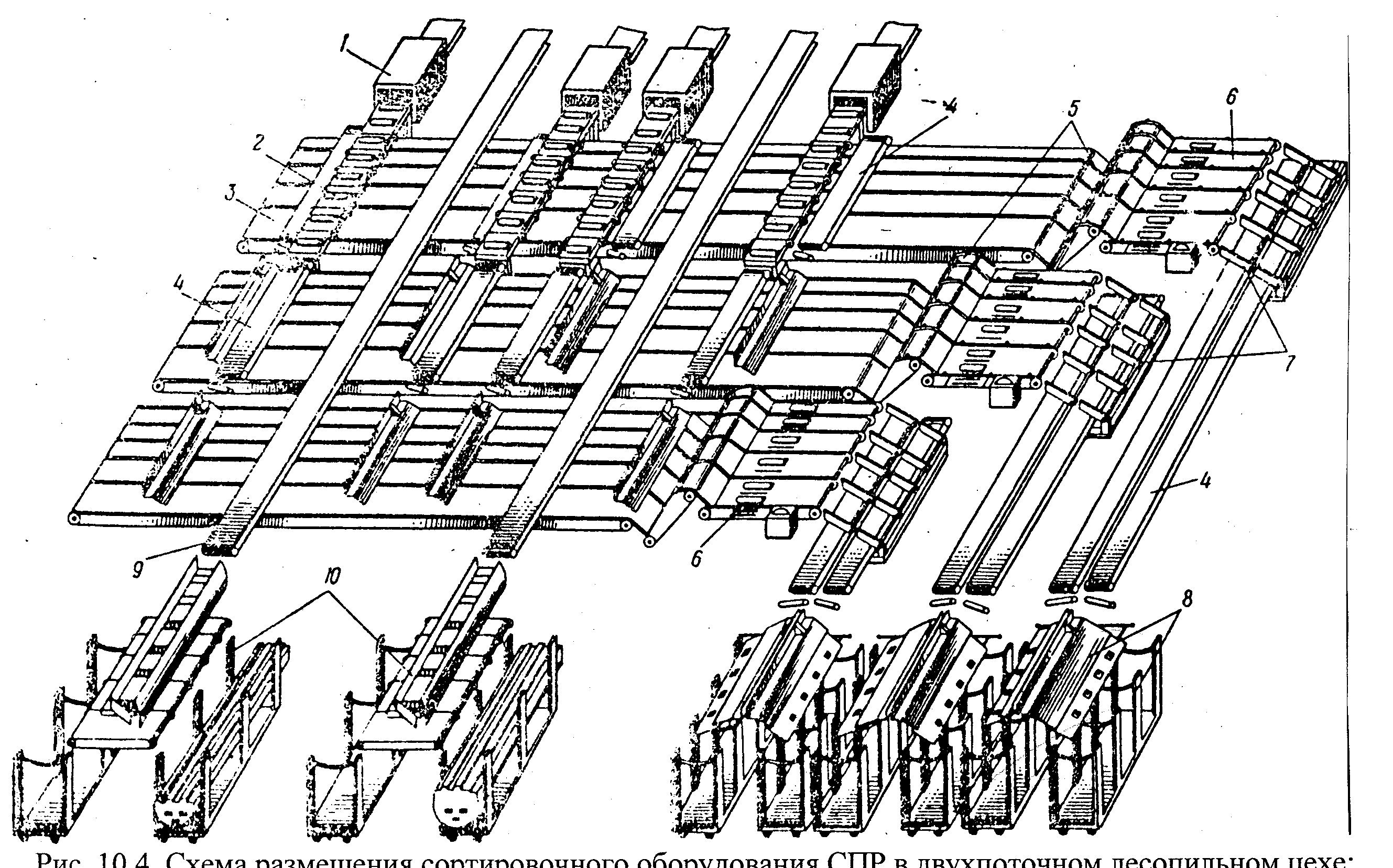
Рис. 9.3 Схема размещения сортировочного оборудования СПР в двухпоточном лесопильном цехе: 1 — обрезной (фрезерно-обрезной) станок; 2 — распределитель досок СПР-1; 3 — цепной сборочный конвейер; 4 — ленточный конвейер со сбрасывающим устройством СПР-2; 5—механизм поштучной выдачи досок СПР-3; 6 — участок предварительной торцовки СПР-4; 7 — устройство разделения досок СПР-5; 8 — накопитель тонких досок СПР-6; 9— ленточный конвейер от лесопильной рамы второго ряда; 10 — накопитель толстых досок СПР-7
конвейер ленточный со сбрасывающим устройством СПР-2, механизм поштучный подачи досок СПР-3, участок предварительной торцовки досок СПР-4, устройство разделения досок СПР-5, накопитель тонких досок СПР-6, накопитель толстых досок СПР-7. Доски по сечениям распределяются автоматически по команде, поступающей с пульта управления обрезным станком при задании размера обрезаемой доски и системы измерения сечения, расположенной перед устройством разделения досок СПР-5.
Сортировочное оборудование на базе распределителей СПР позволяет обрабатывать до 24 штук в минуту обрезных досок толщиной 16...75 мм, шириной 100...300 мм и длиной 4...7 м.
Среднесменная производительность Асл. сортировочной линии определяется по числу досок, рассортированных в смену, шт/см.
Асл =Ап Т Км Кр Кн , (9.7)
где Ап - пропускная способность сортировочной линии в соответствии с режимом ее работы, шт/мин; Т - продолжительность смены, мин; Км, Кр и Кн - коэффициенты использования соответственно машинного и рабочего времени и наложения потерь.
Среднесменная производительность Атсл торцовочно-сортировочной линии определяется по числу досок, обрабатываемых в смену, шт/см.
Атсл = nоп nдос Т Км Кр Кн , (9.8)
где nоп - число операторов, одновременно обслуживающих торцовочный участок; nдос - среднее число досок, оцениваемых оператором за одну минуту.