

10.5.4 Оборудование для упаковывания пиломатериалов
Упаковывание пакетов пиломатериалов на отечественных лесопильно-деревообрабатывающих предприятиях осуществляется линии ЛУ-740. Она состоит из пресса для уплотнения пакетов перед обвязкой, подавателя ленты, размотчика водонепроницаемой бумаги и роликовых конвейеров (рис.10.6). Линия размещается за сортировочно-пакетирующей машиной или на участке ручного формирования транспортных пакетов пиломатериалов и обслуживается двумя рабочими. Процесс упаковывания осуществляется следующим образом. Роликовый конвейер, управляемый с пульта линии, подает пакет пиломатериалов в зону выполнения упаковки. Когда пакет проходит сквозь П-образную раму размотчика бумаги, включается привод размотчика и водонепроницаемая бумага с рулона, расположенного над пакетом, ложится на пакет. Отрезка полотнища бумаги необходимой длины для обертывания пакета производится вручную или механически. Обертывание пакета водонепроницаемой бумагой выполняется вручную двумя рабочими-упаковщиками. Далее пакет подается роликовым конвейером в пресс для уплотнения перед обвязкой. Сначала пакет сжимается в вертикальном направлении усилием до 10 кН, затем в горизонтальном направлении усилием до 100 кН, после чего осуществляется вторая ступень вертикального сжатия пакета на полную величину уплотняющего усилия. Весь процесс уплотнения пакета выполняется автоматически. Стальная упаковочная лента из рулона, находящегося в кассете, обводится вокруг пакета с помощью подавателя У-216, закрепленного на станине пресса. Обвязка пакета производится оператором линии с помощью ручной упаковочной машины любого типа, когда пакет находится в прессе. После выполнения операции обвязки сжимающие пакет балки пресса отходят в исходное положение, а пакет устанавливается конвейером в позицию для производства следующей обвязки.
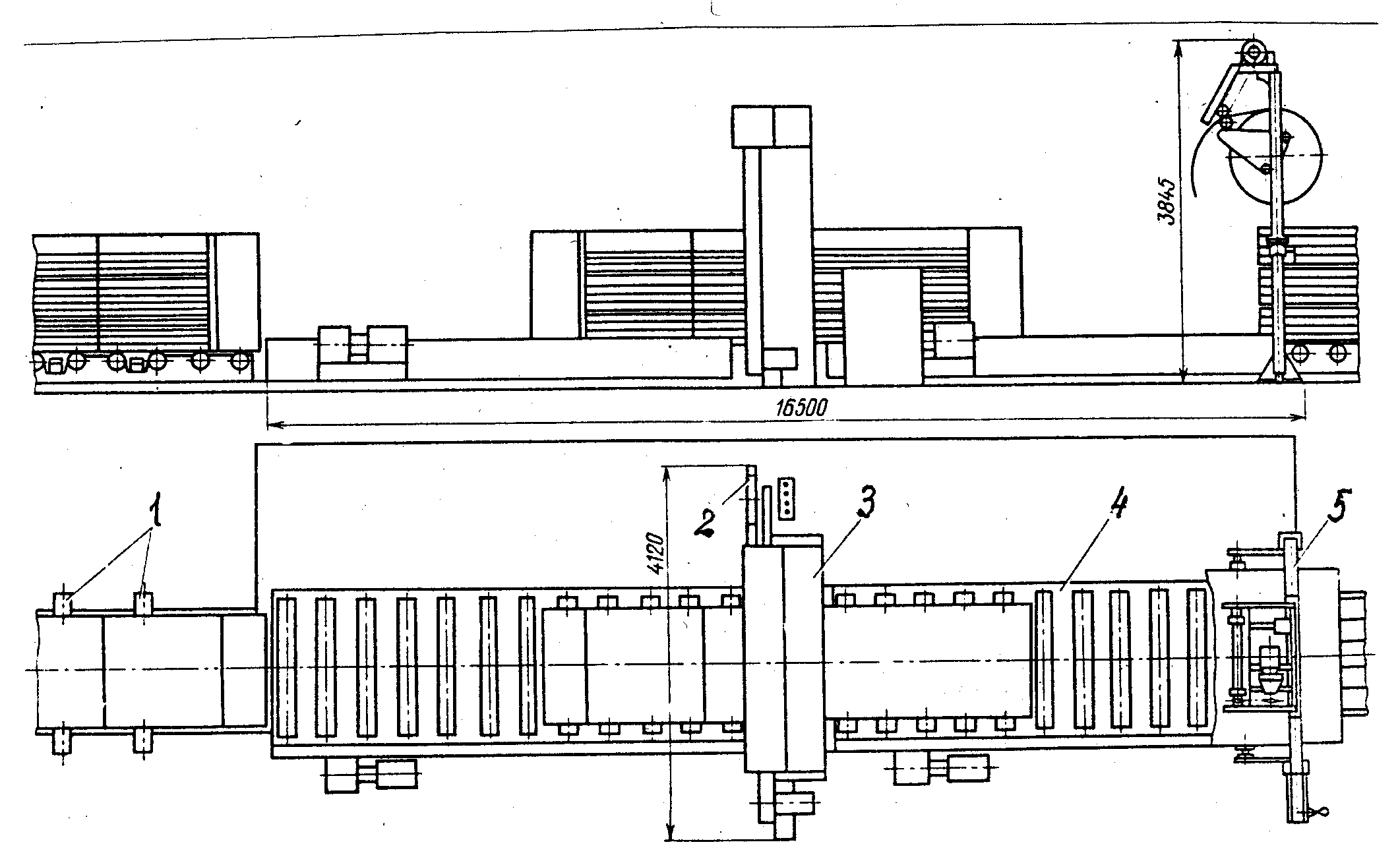
Рис. 10.6 Линия упаковывания пакетов пиломатериалов ЛУ-740:1,4- роликовые конвейеры; 2- подаватель ленты; 3- пресс для уплотнения пакетов; 5- размотчик рулона бумаги
На линии ЛУ-740 можно в час упаковать до 12 пакетов шириной 1200 мм, высотой 1200 мм и длиной 1800…6600 мм.
За рубежом (США, Швеция и др.) разработаны автоматические линии упаковывания пакетов пиломатериалов пятисторонней оберткой водонепроницаемой пленкой [6].
10.5.5 Маркировка упакованной пилопродукции
Упакованные пакеты, подготовленные к отгрузке, маркируются в соответствии с ГОСТ 19041-85Е. На большинстве отечественных предприятий маркирование пакетов экспортных пиломатериалов осуществляется краской с помощью резиновых штемпелей или специальных шаблонов, состоящих из кассеты и сменных трафаретов.
В Финляндии на упаковочных линиях для маркировки пакета пиломатериалов используется автоматическая установка фирмы «Rauma-Repola». Маркировка наносится красной на две боковые поверхности пакета с помощью двух малярных роботов-распылителей, управляемых ЭВМ. Длительность цикла маркирования 50 с.
Маркировка включает марку-символ поставщика продукции, породу древесины, количество пиломатериалов, их размеры, номер пакета и его массу.