

8.3 Потоки на базе вертикальных ленточнопильных станков
В технологических потоках на базе вертикальных однопильных ленточнопильных станков возможна распиловка бревен развальным, брусово–развальным, развально-сегментным, а также круговым способом низкокачественных бревен, например, с сердцевинной гнилью (рис.8.4). Так, на основании характеристики сырья и спецификации пиломатериалов, вырабатываемых предприятиями Восточной Сибири и Дальнего Востока, разработан поток с головными станками ЛБ150 или ЛБ190 для распиловки фаутных бревен диаметром 40 см и более (рис.8.5).
Особенностью потока является распиловка бревен на головном ленточнопильном станке на полуфабрикаты крупного сечения (брусья, сегменты) с целью сокращения числа резов в бревне и увеличения производительности станка на первоначальной стадии раскроя и дальнейшем их делении на последующем технологическом оборудовании. Здесь бревна без предварительной сортировки по размерам и качеству одноцепным продольным конвейером подают на накопитель 2 и далее на тележку ленточнопильного станка 3. Выпиленные
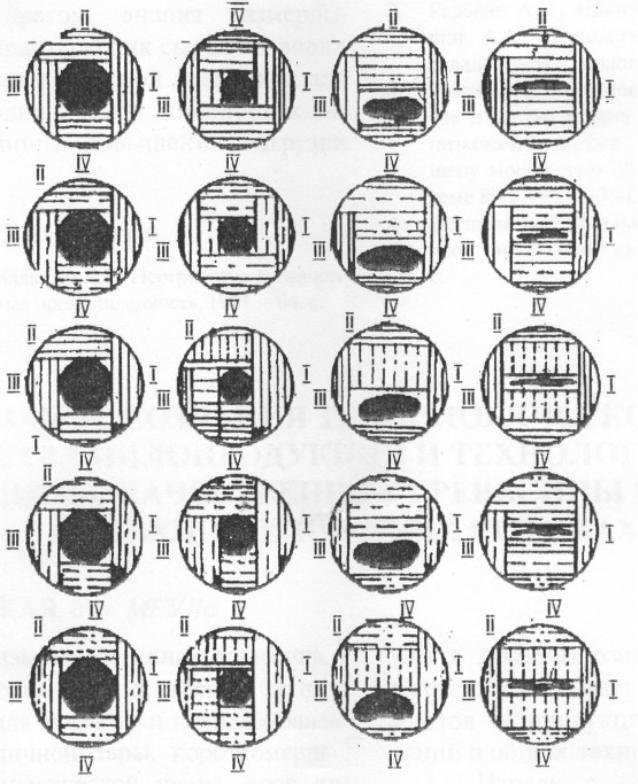
Рис.8.4 Примеры кругового способа раскроя бревен на головном ленточнопильном станке:. Ι, ΙΙ, ΙΙΙ, ΙV, - позиции бревен при распиловке; __ распиловка на головном ленточнопильном станке;------- распиловка на вертикальном ленточнопильном делительном станке; ____ распиловка или круглопильном станке; _._._ распиловка на горизонтальном ленточнопильном станке
круговым способом сегменты и толстые доски раскраивают на делительном ленточнопильном станке 4, а двух- или трехкантные брусья - на многопильном круглопильном станке 5. Необрезные доски от бревнопильного 3 и делительного оборудования 4,5 поступают к обрезному станку 6. Все выработанные в потоке пиломатериалы поступают на торцовочный участок 7. В случае необходимости доски могут быть возвращены на переобрезку.
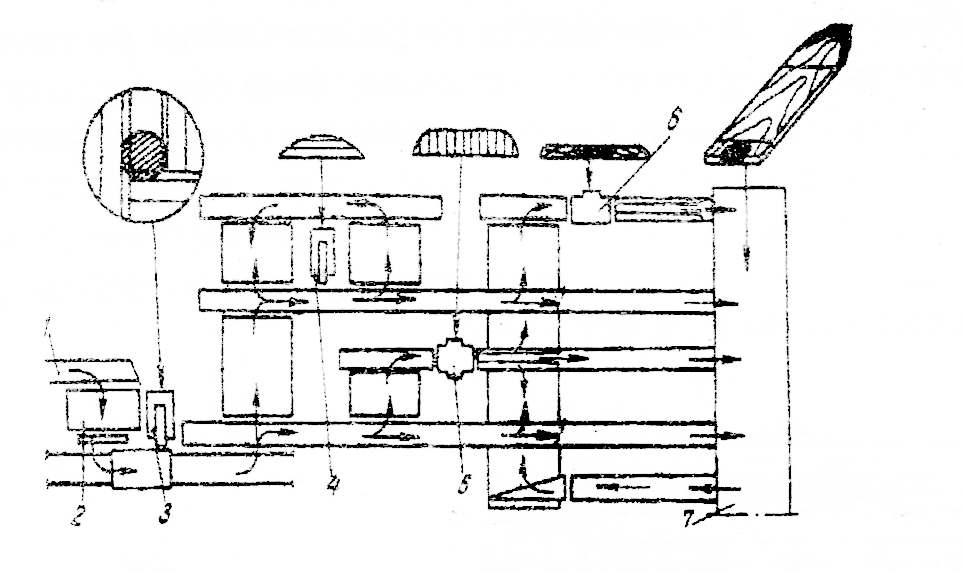
Рис.8.5 Структурно-технологическая схема потока с головными ленточопильными станками ЛБ 190 или ЛБ 150 производительностью по распилу сырья 100-150 тыс. м3 в год:
1 - продольный конвейер; 2- накопитель бревен; 3- вертикальный ленточнопильный станок; 4-делительный ленточнопильный станок; 5- многопильный круглопильный станок; 6-обрезной станок; 7- участок торцовки пиломатериалов
В лесопильные потоки на базе вертикальных однопильных ленточнопильных станков могут быть включены фрезерные головки (рис. 8.6, 7.5 и 7.6). Операция раскроя бревен в этом случае происходит следующим образом (рис. 8.6). Бревна, размещенные на движущейся каретке 3, вначале обрабатываются торцово-конической фрезой (диаметр 1100 мм, высота фрезерования 700 мм, толщина снимаемого слоя до 150 мм) с получением
технологической щепы и формированием вертикальной технологической базы. Это позволяет избавиться от горбыля и отпилить от бревна одну или несколько необрезных досок с минимальной разнотолщинностью. Далее бревна кантуются
последовательно на 90о, 180 о и 360 о. При этом происходят указанные выше операции. Полученный 4-кантный брус системой конвейеров 5, 12 и 13 отправляется на многопильный круглопильный станок 14, а необрезные доски по
конвейерам 5, 6 и 8 – на кромкообрезной станок 6. Обрезные доски поступают на поперечные конвейеры 11 и 16. При необходимости переобрезки досок, последние могут быть направлены по ленточному конвейеру 17 и роликовым шинам 7 на обрезной станок. Производительность описанного потока ≈ 25 тыс. бревен в год при работе в одну смену.
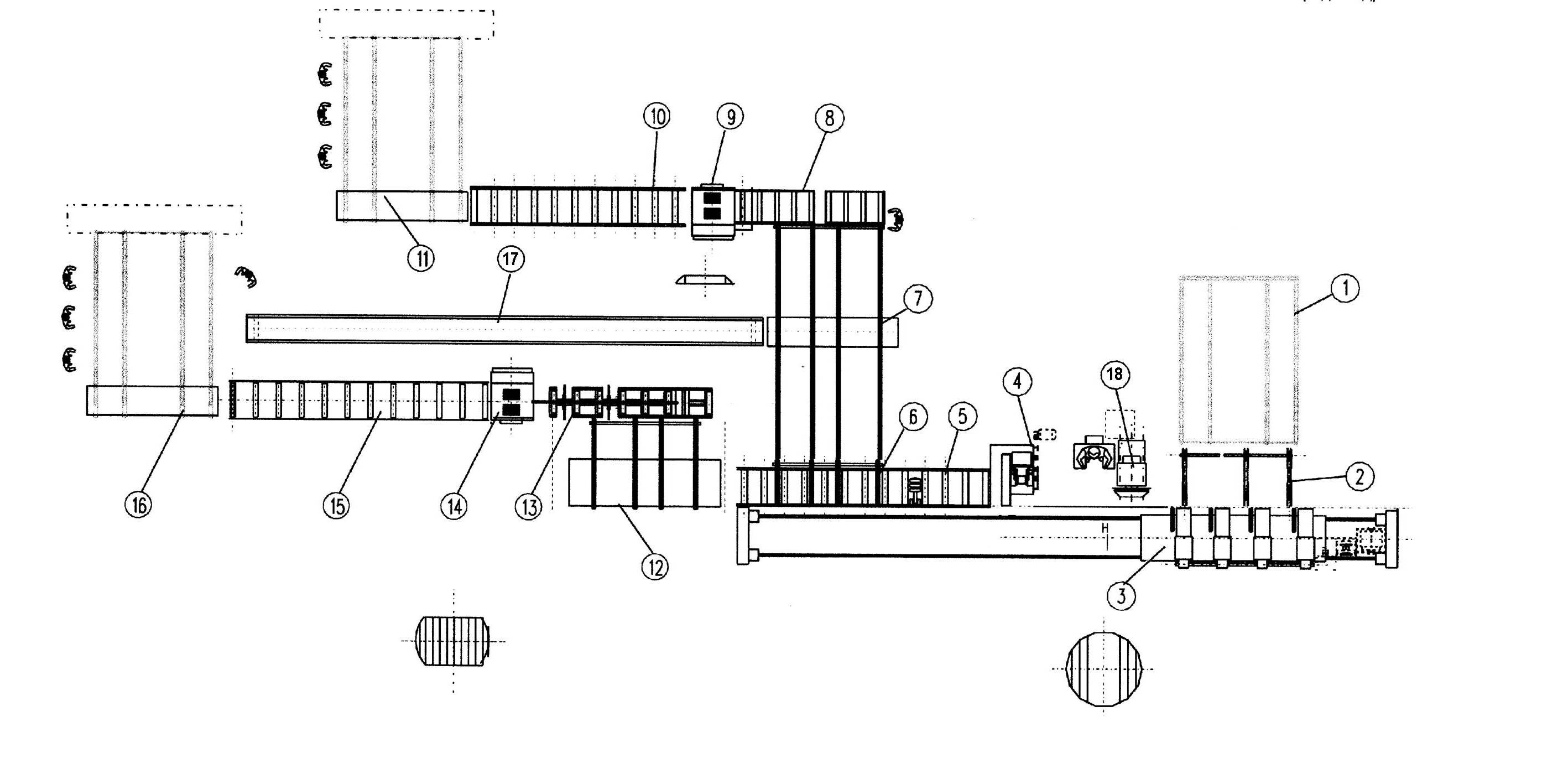
Рис. 8.6 Ленточнопильная линия фирмы MÖRINGER на базе однопильного ленточнопильного станка и фрезерной головки:1 - подающий конвейер, 2 – разобщитель, 3 - форматная каретка, 4 – ленточнопильный станок BBS.V14000, 5 – рольганг, 6, 11 - съёмный поперечный конвейер, 7 - роликовые шины, 8 - подающий стол, 9 - кромкообрезной станок, 10 – рольганг, 12, 16 - поперечный конвейер, 13 - подающий стол, 14 - многопильный агрегат, 15 – рольганг
Ленточнопильная линия фирмы EWD (ФРГ) (рис. 8.7) на базе одностороннего фрезерного и двухпильного вертикального ленточнопильного станков системы «Tandem» 6 предусматривает сканирование, фрезерование бревна и его раскрой при прямой и обратной подаче с последующим поворотом бревна на 1800 и дальнейшим фрезерованием бревна и распиловке его при прямой и обратной подаче. В результате получаются технологическая щепа, необрезные доски и двухкантный брус оптимальной толщины. Последний раскраивается после сканирования на обрезные и необрезные пиломатериалы на многопильном круглопильном станке 8, имеющем высоту пропила 18…200 мм. Необрезные пиломатериалы поступают на кромкообрезной станок 13 (высота пропила 18…120 мм, скорость подачи до 160 м/мин) входящем в автоматическую линию H90, имеющей 20 тактов в минуту. Обрезные доски по ленточному конвейеру 15 и разделительному конвейеру 14 поступают на распределитель досок 16, а затем на поперечный конвейер 17.
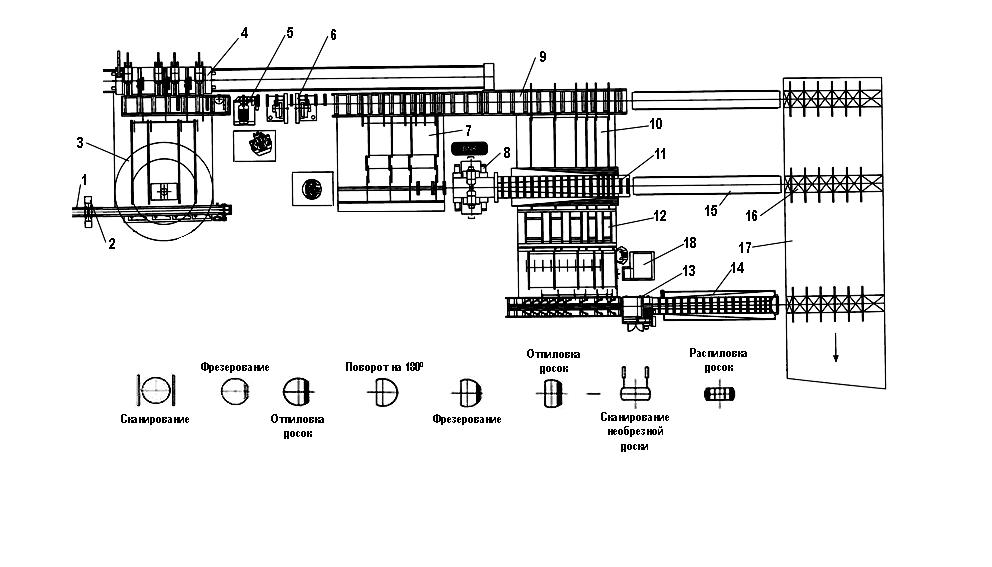
Рис. 8.7 Ленточнопильная линия фирмы EWD на базе одностороннего фрезерного и двухпильного вертикального ленточнопильного станков:
1 – продольный конвейер для бревен; 2 – сканер; 3 – поперечный конвейер; 4 – каретка ленточнопильного станка системы «Tandem» 6; 5 – односторонний фрезерный станок PF19; 7 – поперечный конвейер; 8 – брусовопильный круглопильный станок BNKT6; 9 – роликовый конвейер;10 – поперечный цепной конвейер; 11- разделительный конвейер; 12 – поперечный конвейер; 13 – кромкообрезной станок; 14 – разделительный конвейер; 15 – ленточный конвейер; 16 – сбрасыватель досок; 17 – поперечный конвейер; 18– кабина оператора