

Глава 4 теоретические основы раскроя пиловочных бревен
4.1 Способы раскроя бревен
Большие различия размерно-качественных и физико-механических характеристик древесного сырья и требований к пилопродукции, а также объема и технического уровня производства привело к значительному разнообразию и необходимости постоянного совершенствования способов раскроя бревен.
Сложилась следующая классификация методов распиловки бревен: индивидуальный, групповой и индивидуально-групповой (смешанный).
Индивидуальный метод предусматривает раскрой каждого бревна с учетом его особенностей по индивидуальному поставу, групповой – распиловку партии брёвен, имеющих сложную размерную и качественную характеристику, по принятому поставу, индивидуально-групповой – раскрой брёвен по индивидуальному поставу на крупные элементы (брусья, сегменты, секторы) с последующей их распиловкой по общему для определённой группы пиломатериалов поставу.
Перечисленные методы распиловки брёвен могут быть выполнены различными способами. Для выработки пиломатериалов, не предусматривающих ориентации пластей относительно годичных слоёв, используют два основных способа – развальный и брусово-развальный.
Распиловка брёвен вразвал (рис.4.1,а) характеризуется тем, что плоскости всех пропилов в бревне параллельны между собой. При этом из бревна выпиливают несколько необрезных досок и два горбыля. Полученные пиломатериалы имеют максимально возможную ширину, причем средняя ширина пиломатериалов равна 0,73d. Данный способ легко осуществим. Однако при этом продукция имеет малую степень завершенности, а также низкий качественный выход вследствие пересечения качественных зон бревна. Развальным способом распиливают в основном тонкомерное сырьё.
Брусово-развальный (брусовый) способ раскроя бревен (рис.4.1,б) осуществляется за два прохода через бревнопильный станок. На первом проходе из средней части бревна получают двухкантный брус, а из крайних выпиливают необрезные доски и два горбыля. На втором проходе из зоны бруса, ограниченной пластью, получают обрезные, а из крайней зоны – необрезные доски и два горбыля. При раскрое толстых бревен диаметром 36…40см и выше из них выпиливают два или три бруса с последующей распиловкой их на доски за один-два прохода. Брусово-развальный способ позволяет вырабатывать продукцию с высокой степенью завершенности (45…50 % пиломатериалов обрезные одной ширины) и лучшим, по сравнению с развальным, качественным выходом пиломатериалов, так как при этом качественные зоны бревна разделяются. Наличие брусовой зоны существенно расширяет возможности выработки обрезных спецификационных пиломатериалов. В пределах ширины пропиленной пласти бруса можно вырабатывать обрезные доски требуемой толщины, так как здесь отсутствуют отходы в рейку.
Сегментный способ раскроя (рис.4.1,г) сырья предусматривает его распил на два сегмента с последующим их раскроем развальным способом на радиальную и полурадиальную продукцию с одной обрезной кромкой. Способ используется при переработке крупномерных бревен.
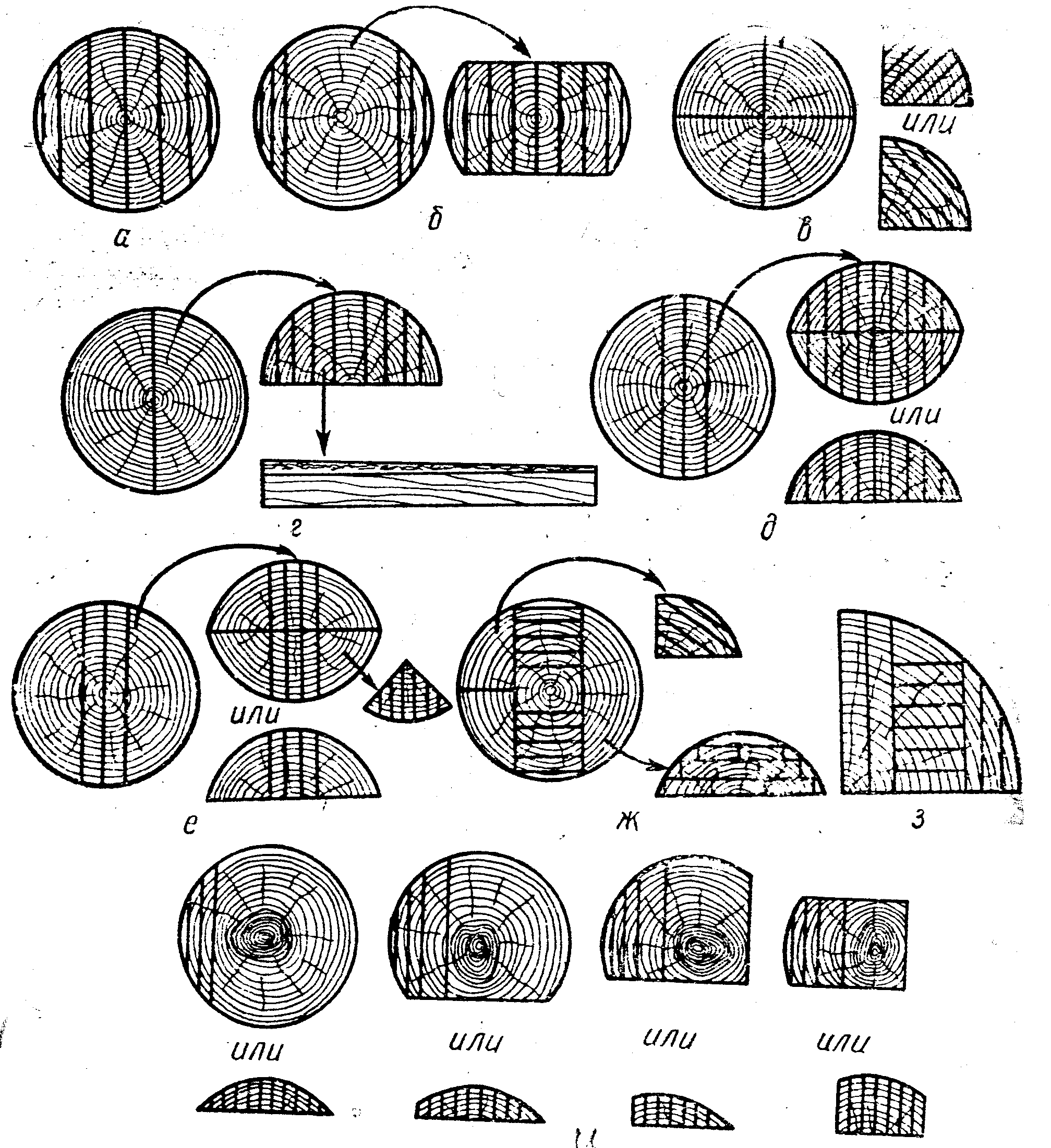 Рис.4.1
Способы распиловки бревен:
Рис.4.1
Способы распиловки бревен:
а – вразвал; б — брусово-развальный; в — секторный; г — сегментный; д — развально-сегментный; е — развально- секторный; ж — брусово-сегментный; з — комбинированный развально-сегментный; и — круговой
Круговой способ раскроя (рис.4.1,и), характеризуется тем, что бревна после отпила горбыля (сегмента) и одной или нескольких досок поворачиваются на 900 для отпиливания следующей группы досок или, например, сегмента и т.д. Этот способ применяется как для получения пиломатериалов тангенциальной распиловки, так и для пиломатериалов радиальной и полурадиальной распиловки. При этом способе вырезка гнили в центре бревна легко осуществляется без предварительной сортировки бревен по размерам и качеству на однопильных вертикальных ленточнопильных станках.
Использование в восточных районах страны сырья большой толщины, разнообразных пород и качества привело к применению комбинированных способов раскроя (рис.4.1,д,е,ж,з.). Так, развально-сегментный способ распиловки крупномерного лиственничного сырья (рис.4.1,з) предусматривает получение на первом проходе из центральной зоны бревна пиломатериалов радиальной распиловки, а из периферийной – два обрезных сегмента и необрезные доски. На втором проходе обрезные сегменты (боковые тонкие двухкантные брусья) распиливают на обрезные радиальные и полурадиальные доски. При этом способе учитывается, что пиломатериалы радиальной распиловки сушатся практически без брака и требуют вдвое меньше припусков на усушку по сравнению с тангенциальными.
Секторный и развально-секторный способы раскроя (рис.4.1в,е) обеспечивают наиболее высокий выход пилопродукции радиального вида (до 40 %), однако характеризуются большими отходами древесины и трудоёмкостью [27]. Отклонение фактического значения диаметра сырья от расчётного в меньшую сторону приводит к нецелесообразности применения этих способов.
К комбинированным способам также можно отнести разработанные И.С.Межовым [6] способы получения радиальных пиломатериалов, позволяющие эффективно использовать не только центральную, но и периферийную зону бревна. Суть способов заключается в том, что вырабатываемые на первом проходе наряду с радиальными пиломатериалами сегменты и секторы обрабатывают по сбегу и получают оптимально вписанные в них пиломатериалы треугольной, пятиугольной и клиновидной формы (рис.4.2), которые затем склеивают по сбегу в тангенциальные пиломатериалы прямоугольного сечения. Полученные таким образом пиломатериалы раскраивают по ширине на радиальные заготовки заданного сечения. Эти способы обеспечивают существенное возрастание объемного выхода радиальных пиломатериалов и заготовок. При распиловке бревен малого диаметра (до 18 см, рис.4.2,а) наибольший общий выход радиальных пиломатериалов (в данном случае все они клееные) составляет от 64,1 до 68 %. При раскрое бревен диаметром 20 см и более (рис.4.2,б,в,г) — 67,8…71,3 %.
В последние годы распространяется способ углового пиления, предусматривающий получение из брёвен за один проход режущих инструментов (двух круглых пил или комбинации ленточных и дисковых пил, расположенных под углом 90 град.) обрезных пиломатериалов (рис.4.3,а).Возможна также выработка профилированных заготовок (рис.4.3,б).
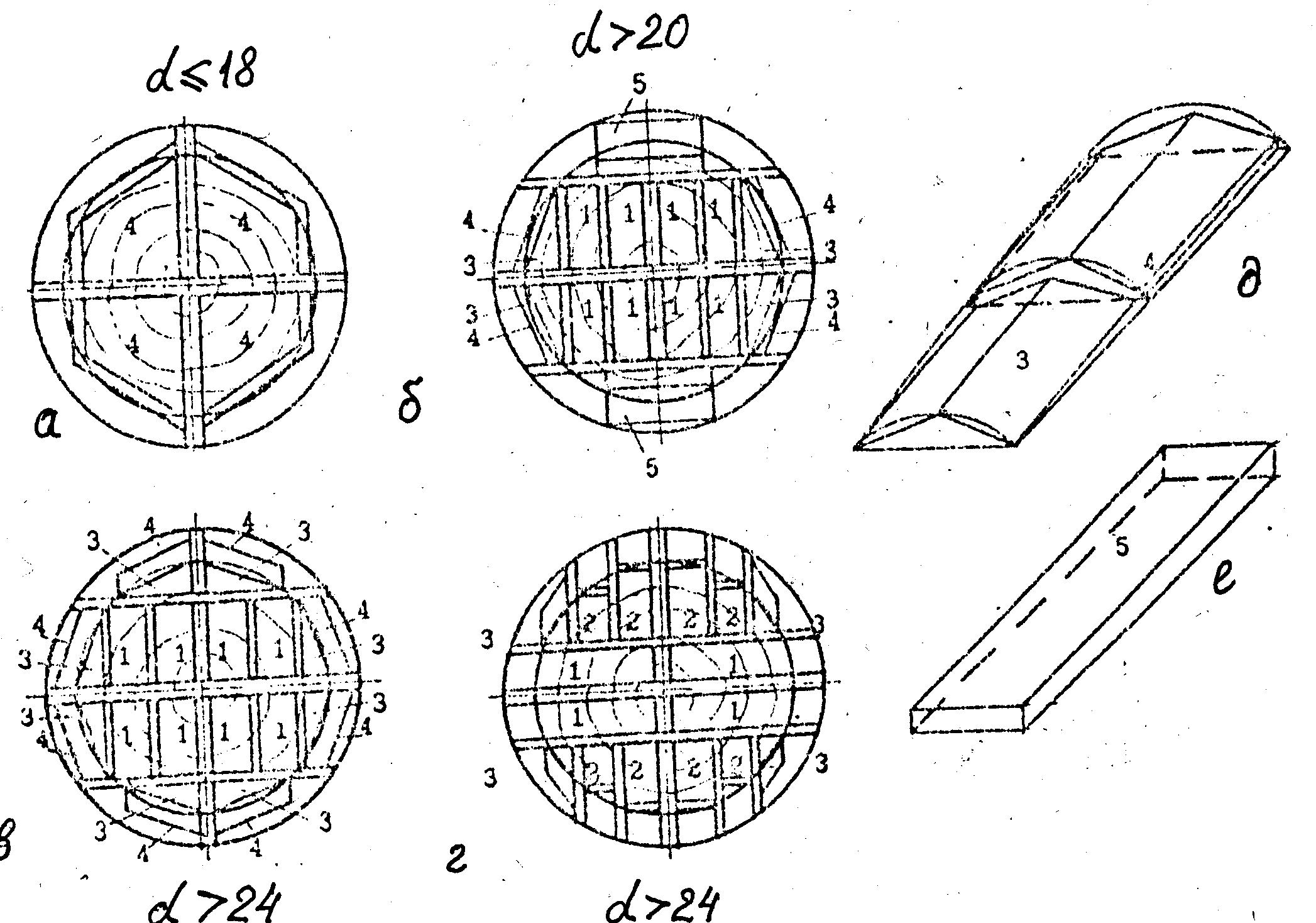
Рис.4.2 Схемы раскроя бревен на радиальные пиломатериалы:
а,б,в,г, е, ж – виды профильных заготовок; 1 – обрезные пиломатериалы; 2 – полуобрезные пиломатериалы; 3, 4, 5 – профильные заготовки; (3 – треугольные, 4 – пятиугольные, 5 – клиновидные)
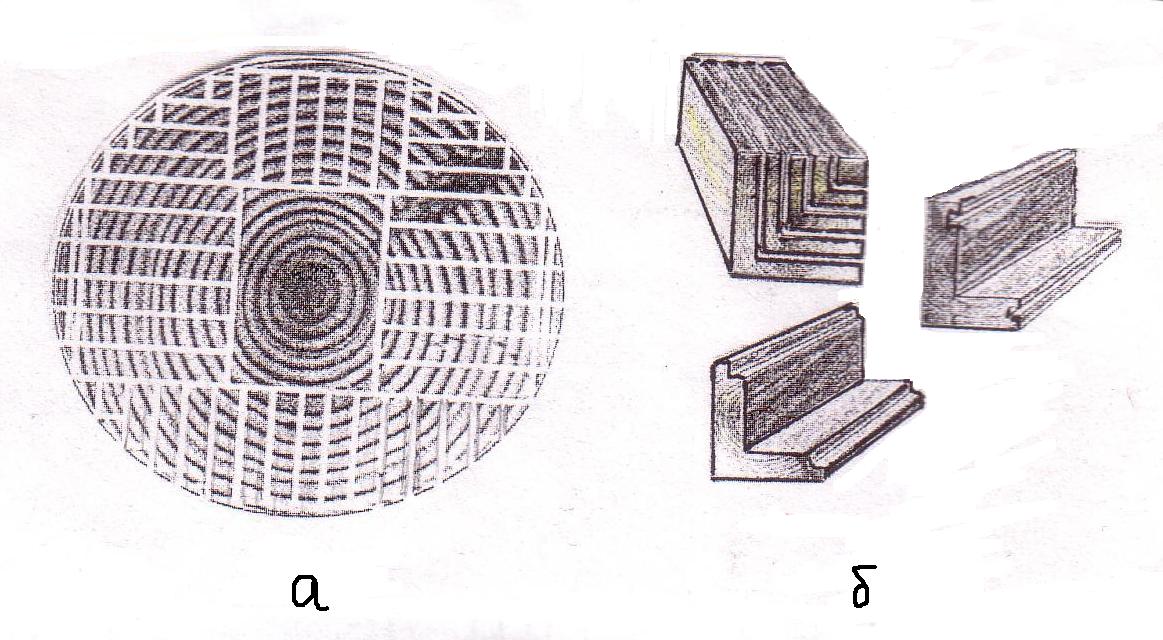
Рис.4.3 Схема распиловка бревен способом углового пиления на обрезные пиломатериалы прямоугольного (а) и профильного сечений (б)
С 70-ых годов прошлого века используется способ раскроя брёвен на обрезные пиломатериалы с предварительным фрезерованием сбеговой зоны и превращением её в технологическую щепу (рис.4.4). Способ носит название - агрегатная переработка брёвен. Он позволяет повысить комплексное использование сырья до 85 %. Схемы агрегатной переработки аналогичны распиловке брёвен вразвал или с брусовкой.
Способы раскроя брёвен на фрагменты с последующим склеиванием многовариантны и существуют в нашей стране пока только в виде изобретений. В качестве примера приведём три способа
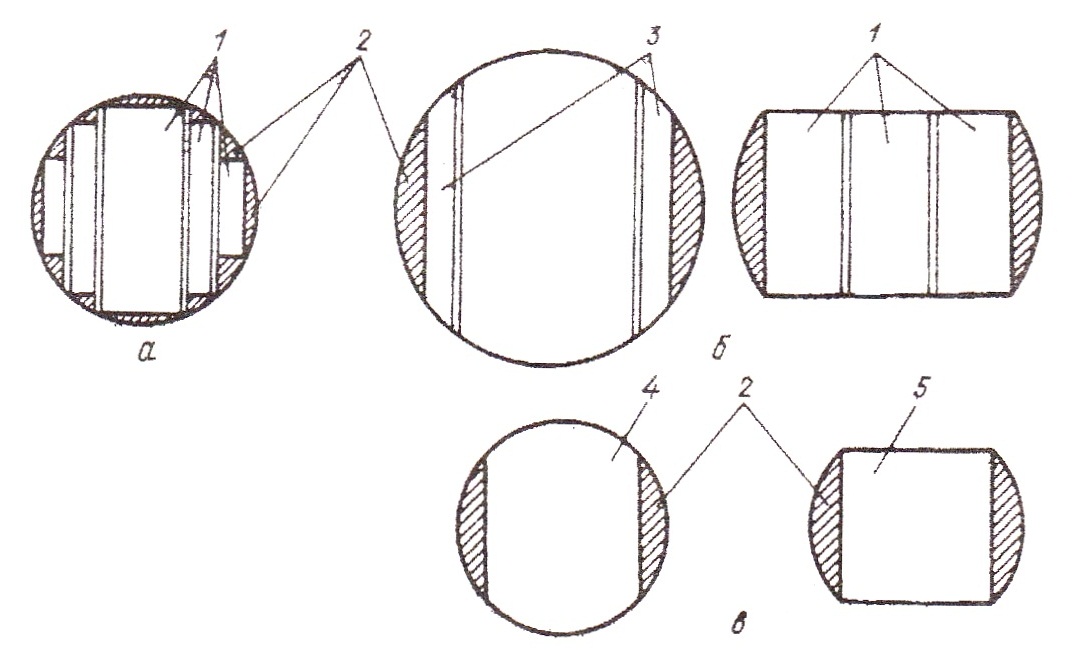
Рис.4.4 Схемы агрегатной переработки брёвен:
а – на линиях агрегатной переработки брёвен (ЛАПБ); б – на фрезернопильных станках; в – на фрезерно-брусующих станках; 1 – обрезные доски; 2 – технологическая щепа; 3 – необрезные доски; 4,5 – соответственно двухкантный и четырёхкантный брусья
По секторно-совмещённому способу (АС 490 651 МКИ В27Д 1/00) брёвна раскраивают на секторы с одинаковой величиной центральных углов α с последующим склеиванием двух или нескольких секторов таким образом, чтобы сердцевинная часть одного сектора совпала с периферийной частью другого, а их комлевые части с вершинными; полученный блок можно распилить на доски (рис.4.5).

а б в г
Рис.4.5 Способ получения клееных пиломатериалов из секторов:
а - распиловка бревна на секторы; б - склеивание секторов в блоки; в - распиловка блока на пиломатериалы (г)
Призменно-совмещённый способ (АС 891436 МКИ В27Д1/00) предусматривает выработку из оцилиндрованного бревна заготовки в виде правильной многоугольной, например, шестиугольной призмы с последующим ее раскроем на пятиугольную и две треугольные призмы, последние приклеивают к пятиугольной призме получая четырехкантные брусья, которые распиливают на обрезные доски (рис.4.6).

а б в г д
Рис.4.6 Призменно-совмещённый способ получения клееных пиломатериалов:
а - раскрой оцилиндрованного бревна на заготовки в виде правильного шестиугольника; б - распиловка шестиугольной призмы на пятиугольную и две треугольные призмы; в - склеивание призм в блоки прямоугольного сечения; г - распиловка блока на обрезные пиломатериалы (д)
П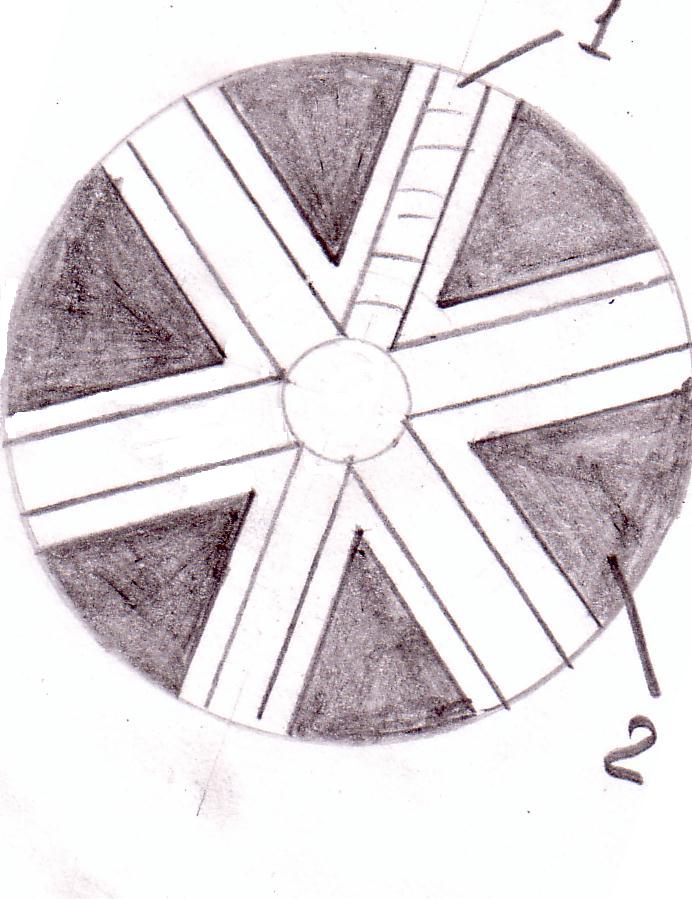 о
американскому
патенту № 5286571, (США) в соответствии с
рис.4.7 из брёвен выпиливают радиальные
пиломатериалы и расположенные между
ними трёхкантные заготовки, которые
склеивают в последующем в недеформируемые
щиты для мебели и домостроения.
о
американскому
патенту № 5286571, (США) в соответствии с
рис.4.7 из брёвен выпиливают радиальные
пиломатериалы и расположенные между
ними трёхкантные заготовки, которые
склеивают в последующем в недеформируемые
щиты для мебели и домостроения.
Рис.4.7 Схема варианта раскроя бревна по патенту № 6286571 США: 1 – радиальные пиломатериалы; 2 – трёхкантные заготовки
Последние три способа позволяют увеличить объемный выход пилопродукции на 10…15 % по сравнению с брусовым способом.
Изложенные способы не исчерпывают всего разнообразия предлагаемых технологических решений получения пиломатериалов.