

8.7 Гибкие автоматизированные линии
В заключение этой главы приведем общую структуру гибких автоматизированных лесопильных линий (ГАЛЛ).
На практике возможно большое количество вариантов ГАЛЛ. Схема одного из вариантов приведена на рис.8.21. ГАЛЛ такой структуры работает следующим образом. Нессортированные брёвна определённого диапазона диаметров поступают на окорочный станок, затем они проходят через сканирующее устройство 2, где замеряются их длина, диаметр и кривизна. (По мере развития сканирующих устройств можно будет определять качество брёвен.) Данные сканирования поступают в систему управления 10, которая выбирает постав, ориентирует бревно относительно постава и позиционирует лесопильные модули головного 4-пильного фрезерно-ленточнопильного станка для обеспечения максимального выхода пиломатериалов (объёмного, спецификационного, качественного или ценностного). Полученный брус после прохождения сканирующего устройства 4 ориентируется и обрабатывается на многопильном фрезерно-круглопильном станке 5. Необрезные доски поступают к обрезным станкам 7, а обрезные - на автоматизированное торцовочное устройство 9.
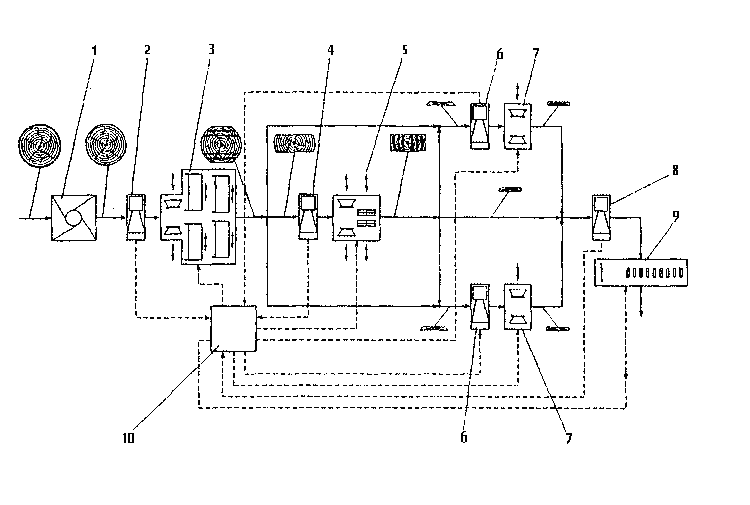
Рис.8.21 Схема гибкой автоматизированной лесопильной линии:1-окорочный станок; 2, 4, 6, 8 - сканирующее устройство; 3 - фрезерно-ленточнопильный станок; 5 - фрезерно-круглопильный станок; 7 - фрезерно-обрезной станок; 9 –торцовочное устройство; 10 - система управления позиционерами, а также пильными и фрезерными модулями
На всех этапах процесса производства пиломатериалов осуществляется контроль качества получаемой продукции и, при необходимости, через систему управления происходит или корректировка величин технологических параметров режима проведения процесса, или остановка линии для наладки оборудования.
Экономически значимые выгоды, получаемые при использовании ГАЛЛ [ ]:
1. Повышение производительности лесопильного цеха - вследствие обеспечения более полной загрузки оборудования и более полного соблюдения рациональных режимов пиления.
2. Возрастание выхода пиломатериалов - вследствие выбора рационального плана раскроя пиловочных брёвен с учётом их особенностей, применения тонких пил, более точного ориентирования брёвен относительно оси постава.
3. Повышение качества пиломатериалов - вследствие осуществления контроля величин их показателей и автоматической корректировки величин, технологических параметров режима распиловки брёвен, повышения точности подготовки пил при использовании лесопильных модулей нового поколения.
4. Удешевление изготовления и эксплуатации оборудования - вследствие использования унифицированных лесопильных модулей.
5. Уменьшение численности обслуживающего персонала.
6. Снижение затрат на содержание склада брёвен - вследствие предельного упрощения операции их сортировки перед распиловкой.
7. Снижение затрат на содержание склада пиломатериалов - вследствие выполнения операций сортировки получаемых пиломатериалов в лесопильном цехе.
Социально значимые последствия перехода на использование ГАЛЛ состоят в существенном изменении структуры лесопильного производства и повышении доли умственного труда в общем объёме работы персонала всех функциональных служб предприятия.