

7.2.4 Комбинированные ленточнопильные станки
К
2
1
3
4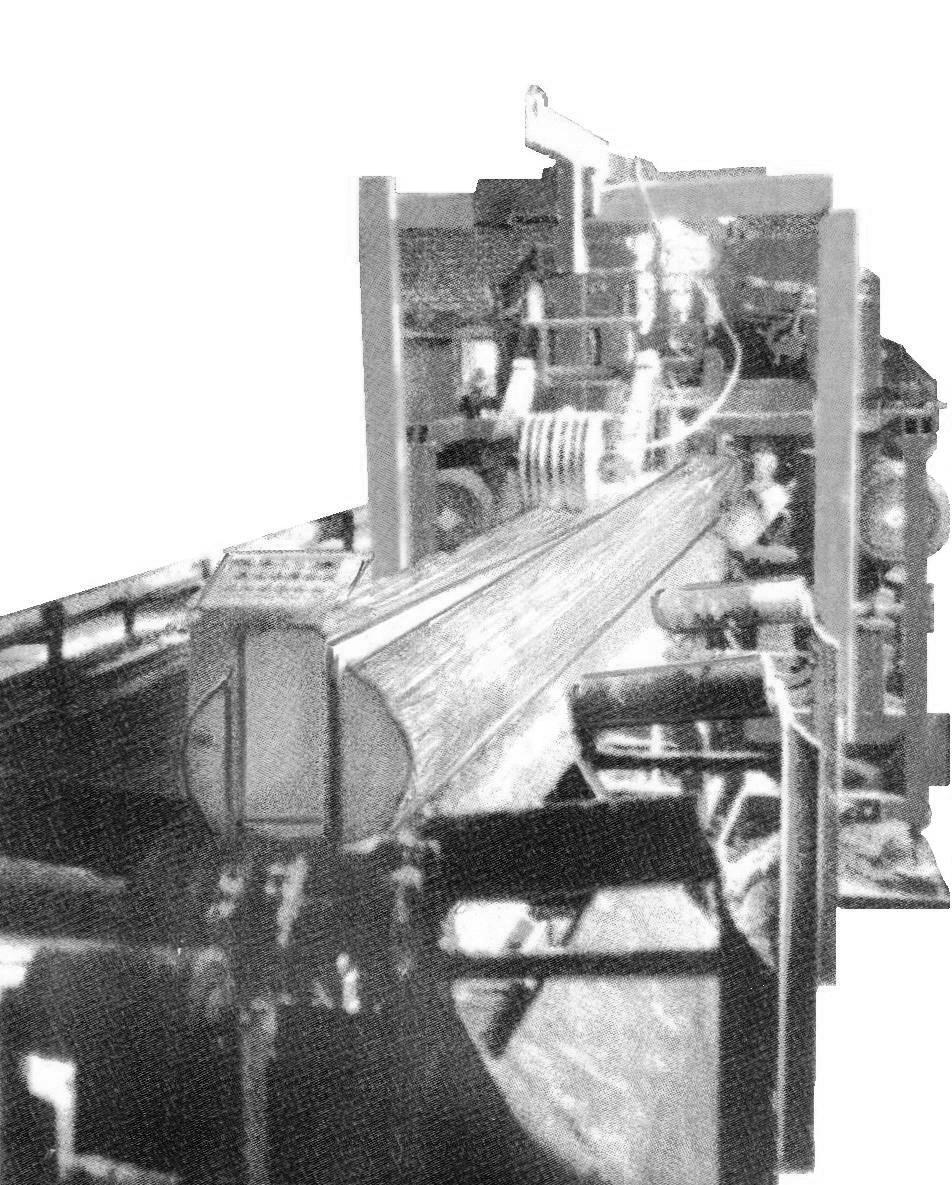




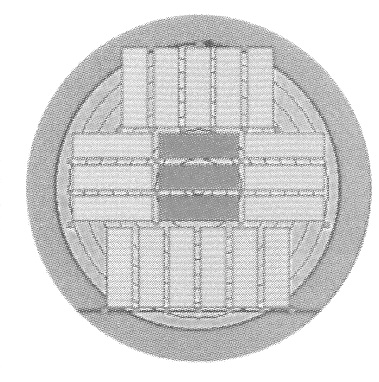
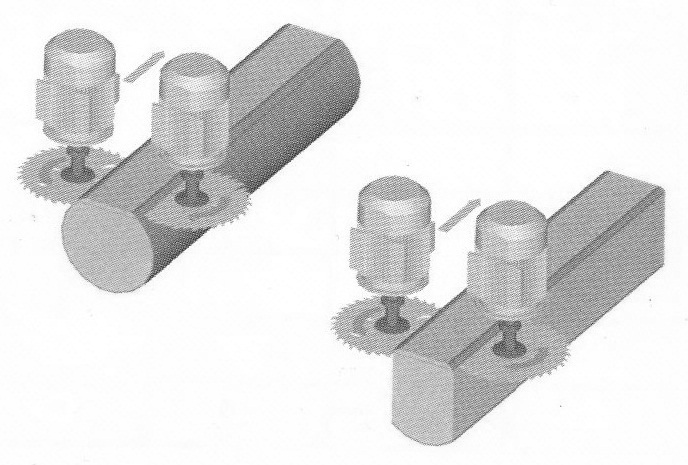
Рис. 7.14 Схема (а), общий вид (б) брусующего конвейера “Гравитон–КЛБ”: 1 –вертикальный пильный узел; 2- прижимной ролик; 3 – рольганг; 4 – цепной конвейер
Бревно диаметром до 45 см и длиной до 6 м транспортируемое цепным конвейером 4 со скоростью до 12 м/мин раскраиваеться в зоне горизонтального и сдвоенного вертикального ленточнопильных модулей 1 на трехкантынй бурс и два сегмента. При дальнейшем движении полученных пиломатериалов сегменты отделяются от бруса и приводными роликами 3 удаляются из станка. Технологическая схема распиловки бревна на этом оборудовании представлена (рис. 8.8).
7.2.5 Круглопильные бревнопильные станки
Круглопильные бревнопильные станки в последние годы широко распространяются в России при создании или реконструкции существующих лесопильных предприятий. Их преимущества перед лесопильными рамами и ленточнопильными станками заключается в простоте конструкции, высокой производительности, несложной эксплуатации, хорошем качестве продукции. Недостаток – более высокая ширина пропила (4…5 мм). Однако известно, что в США изготавливаются круглые пилы диаметром 400…500 мм толщиной до 1…1,2 мм, что значительно снижает ширину пропила.
По технологическому признаку их можно разделить на бревно- и брусовопильные, по количеству пил – на одно- , двух- и многопильные, по принципу пиления – параллельного, вертикального, горизонтального, а также углового, по количеству валов - одно- , двух- и четырехвальные, по способу подачи лесоматериалов или портала (суппорта) - циклического и непрерывного действия. Остановимся на моделях, иллюстрирующих частично вышеназванные признаки.
На рис. 7.15 показан общий вид бревнопильного шестипильного станка «Бурсус-420М» (ЗАО «Лесмашпроект», г. Архангельск), который предназначен для лесопильных потоков высокой производительности (до 150 м3) в смену Одновальный пильный узел станка снабжен тонкими (от 2,8 мм) “плавающими” пилами (диаметром до 900 мм). Расстояние между пилами устанавливается с помощью блока направляющих с текстолитовыми накладками (рис.7.16). Такой метод крепления пил облегчает их настройку на толщину отпиливаемых досок и снижает напряжение в полотне пилы. В регулируемый зазор между направляющими и пилами для охлаждения последних подается под давлением водовоздушная смесь. При смене пил направляющие отводятся.
4
1
3
2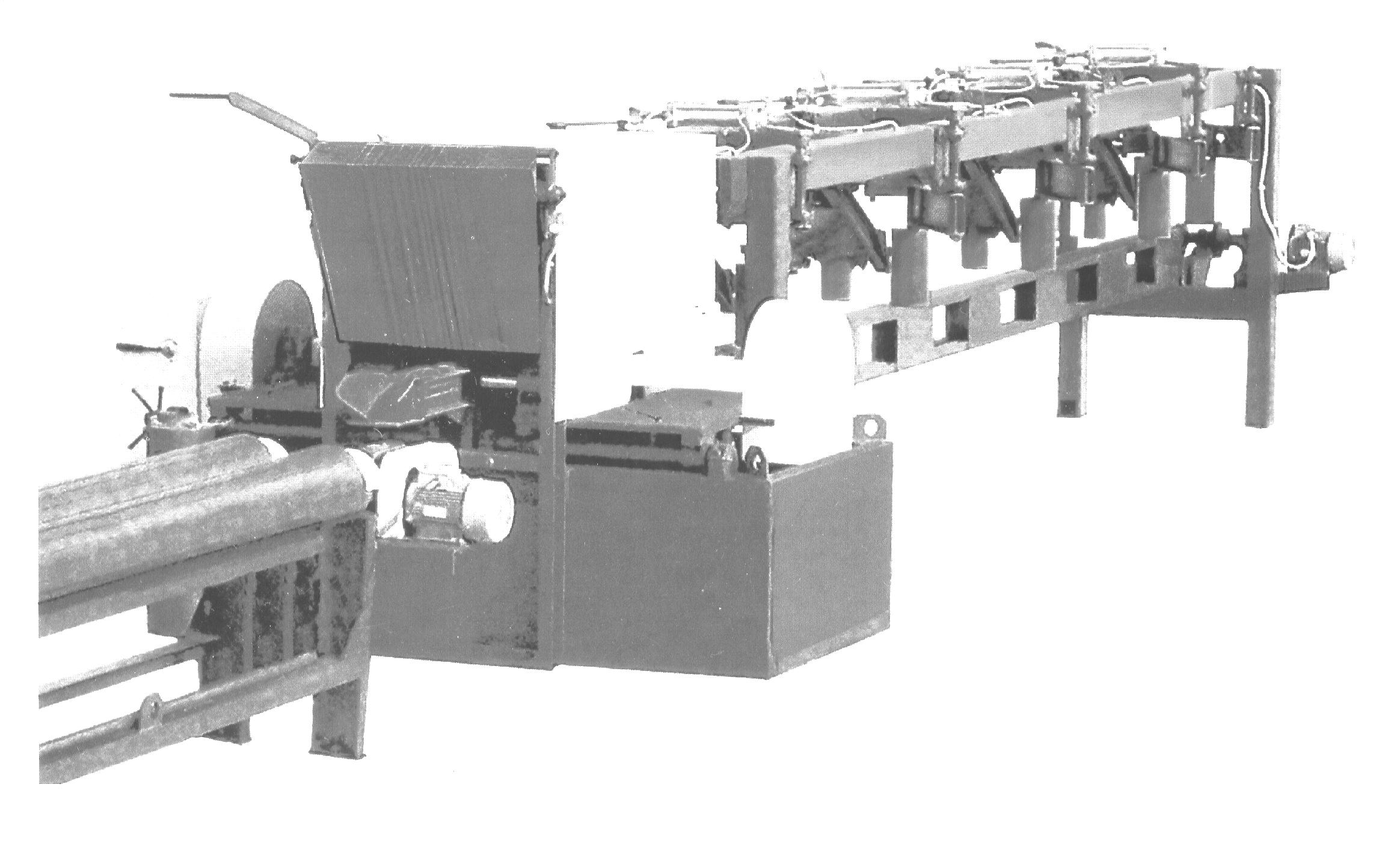




Рис. 7.15 Общий вид бревнопильного станка «Бурсус-420М»: 1 – конвейер подающий с контавателя; 2 – цилиндрические направляющие; 3 – пильный узел; 4 – позадистаночный разделительный конвейер

Рис. 7.16 «Плавающая» направляющая: 1 – корпус; 2- текстолитовые элементы
Порядок работы станка следующий. Бревно (диаметром до 42 см,длиной 2,5…6 м с кривизной не более 2%) загружается на цилиндрические направляющие 2 подающим конвейером 1 и ориентируется кантавателем оператором с пульта управления. С помощью цепного конвейера 1 бревно со скростью до 36 м/мин проходит пильный узел. Здесь выпиливается двухкантный брус толщиной 100…250 мм, четыре необрезные доски и два горбыля.Брус перемещается по позадистаночному конвейеру 4 вперед, а необрезные доски и горбыль отделяются и падают по обе его стороны.
Особенностью гидравлического четырехпильного станка TA-Prizma-500
(рис.7.17) компании «ТехАрсенал» (г. Ростов-на-Дону) является то, что станок имеет четыре консольных пильных вала – два нижних и два верхних, (сооснорасположенных) на которых размещены четыре пилы. Верхние валы подвижны по высоте, что дает возможность установки пил различных диаметров (до 750 мм.) и распиловки бревен толщиной 14…50 см. Здесь бревно распиливается со скоростью подачи до 40 м/мин на двухкантный брус и два сегмента. Расстояние между пилами для выпиловки бруса 100…250 мм задается дистанционно.
Бревнопильный круглопильный станок DWS (рис.7.18) также имеет четыре консольных вала с жестким поставом пил. Однако количество пил на каждом валу до 4 шт. Это дает возмодность получать двухкомтый брус и 6 необрезных досок. Расстояние между пилами для выпиловки бруса регулируется дистанционно.
1
2
6
4
3
5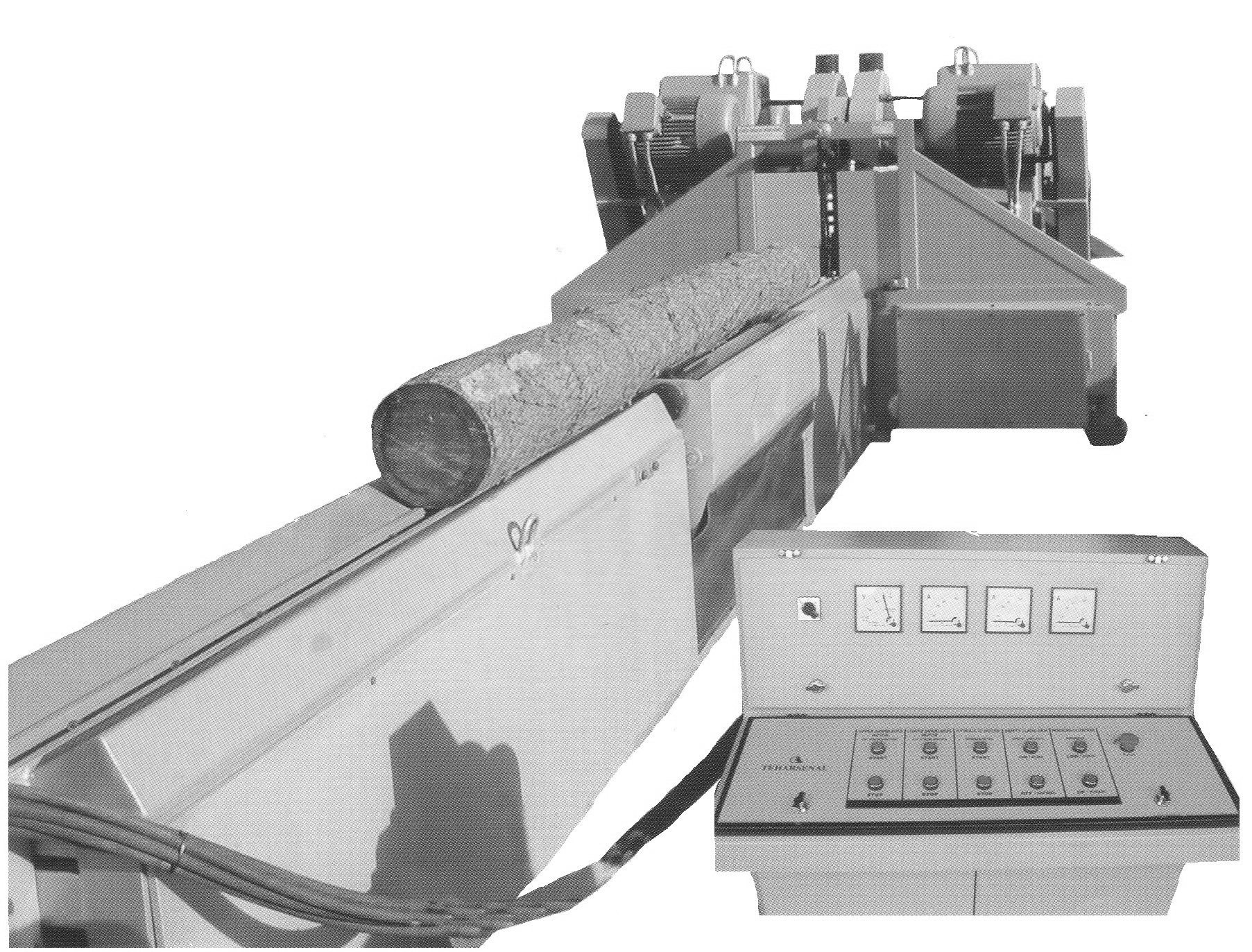






Рис.7.17 Общий вид гидравлического четырехпильного станка TA-Prizma-500: 1 – призматические направляющие; 2 - цепной конвейер; 3 – кантаватель; 4 – пильный узел; 5 – пульт управления; 6- бревно
1
2
3



а) б)
Рис. 7.18 Общий вид (а) и схема раскроя (б) бревнопильного круглопильного четырехвального станка DWS (Германия) : 1,2 – пильный суппорт соответственно верхний и нижний; 3 - станина
Бревнопильные станки с угловым пилением – Барс-1А, Барс-3, Барс-4, Гризли, Гепард – различной конструктивной сложности и производительности (до 20 м3 бревен в смену) позволяют за один проход получать из бревна толщиной до 110 см. и длиной 2…7 м однуили (Барс-4, рис. 7.20) – две обрезные доски (бруса, бруска) шириной до 180 мм с разнотолщинностью не более ± 0,5 мм и чистотой поверхности близкой к строганной.
Станки Барс-3 (рис.7.19, а) включают неподвижную станину 1 и размещенный на ней подвижный портал 5. На станине располагаются направляющие 2, выравнивающее устройство 3 и зажимы 4. На портале смонтирован суппорт с одной или двумя парами пильных дисков, расположенных в вертикальной и горизонтальной плоскостях. Есть и другие конструктивные решения этого узла.
1
3
4
5
6
2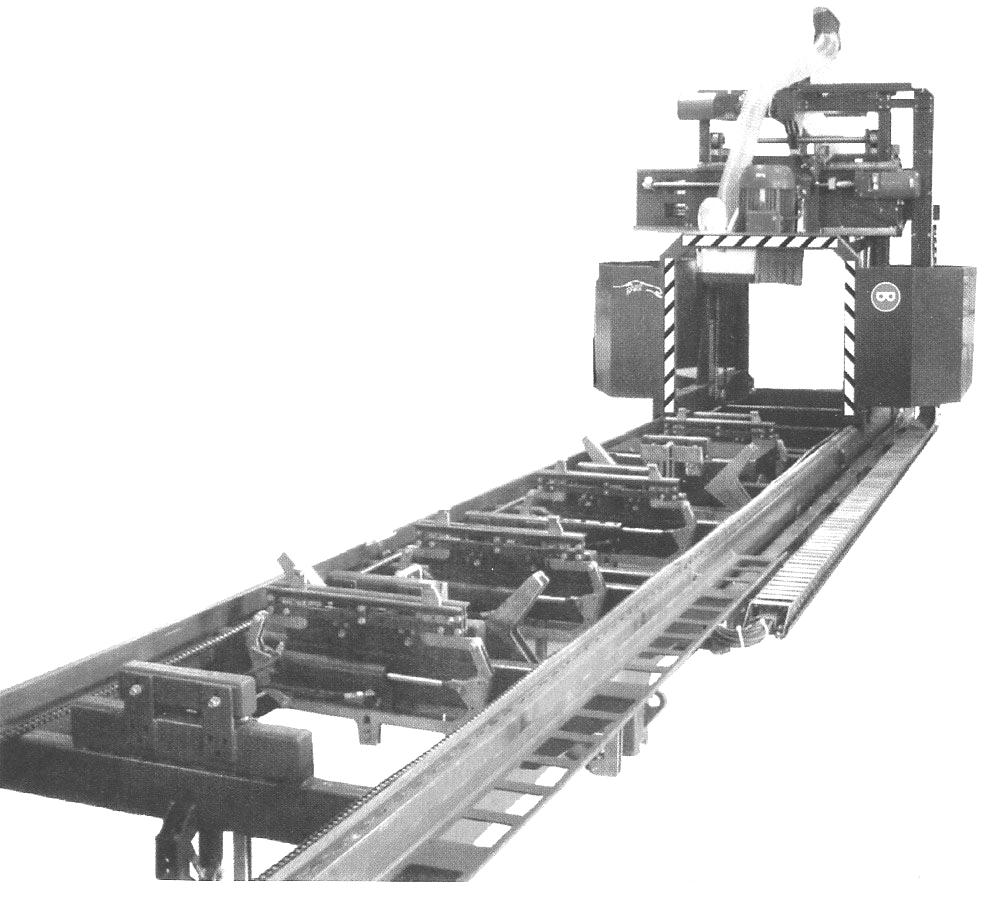





а) б)
Рис.7.19 Общий вид станка с угловым пилением «Барс-3»(а) и схема раскроя (б): 1- станина; 2 – направляющие; 3 – выравнивающее устройство; 4 – зажим; 5 – портал; 6 – пильный суппорт; 7 – система удаления опилок
Процесс распиловки бревна здесь происходит следующим образом. Бревно, помещенное на станину 1, выравнивается так, чтобы ось бревна была параллельна резу, и закрепляется зажимами 4. Пильные диски (диаметром 400…600 мм) позиционируются в суппорте механически или автоматически на заданный размер пиломатериалов под контролем микропроцессорной системы и согласно рассчитанной программой оптимизации карт раскроя (рис. 7.19, б). Портал со скоростью до 90 м/мин перемещается по направляющим. Происходит раскрой бревна с выпиловкой одной (рис.7.19) или двух (рис.7.20) обрезных досок, съем которых производится вручную или специальным приспособлением при возвратном ходе портала. Затем описанный процесс повторяется.
3
4
2
1
5



Рис.7.20 Принципиальная схема раскроя бревна на обрезные пиломатериалы на станке Барс-4:1-бревно, 2,3-пара вертикальных и горизонтальных пильных узлов, 4-суппорт, 5-станина
Горизонтальный и вертикальный вид раскроя бревен двумя дисковыми пилами, расположенными в одной плоскости реализован соответственно в станках УП-2Э и Барс-ДГ.
У
3
2
4
1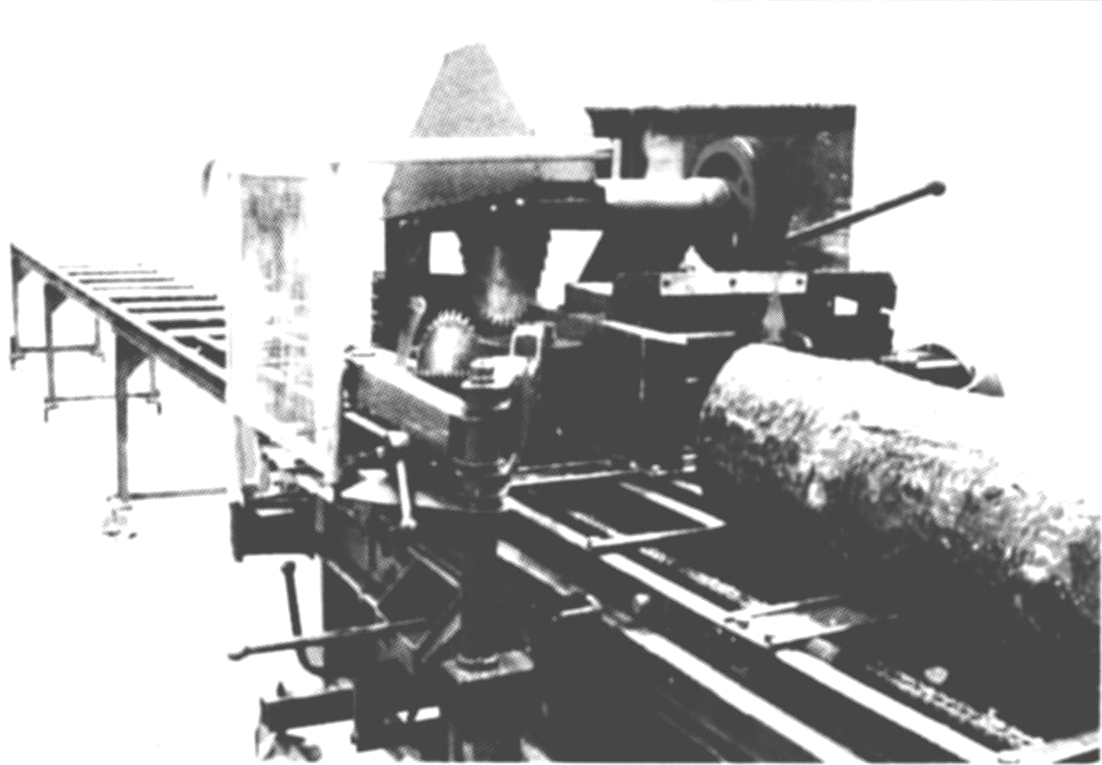




Рис.7.21 Установка бревнопильная УП-2Э: 1 – приемный рольганг; 2 – пильный узел; 3 – прижимные вальцы; 4 – продольный подающий конвейер
Станок “Барс-ДГ” (рис.2.22) по конструктивному решению (портала, станины, механизмов манипуляции) аналогичен станкам Барс-1А, Барс-3, Барс-4, однако отличается тем, что суппорт имеет две горизонтальные круглые пилы диаметром 400…600мм для распиловки бревен толщиной 28…51см вразвал или брусовкой. Для реализации второго способа используется цепной кантователь (рис.7.22 , в).
Для распиловки брусьев и толстых досок (толщиной 75…200 мм и длиной 2…7,5 м) разработаны круглопильные многопильные станки с жестким или гибким поставом пил. В жестких поставах в зависимости от толщины распиливаемого материала пилы закрепляются на одном или двух (верхнем и нижнем) консольных валах. В последнем случае устанавливаются пилы меньшего диаметра, а следовательно, и меньшей толщины (2,2…2,5 мм), что позволяет уменьшить ширину пропила до 3,8…4,1 мм и увеличить объемный выход пиломатериалов. Станкостроительная промышленность выпускает ряд одновальных (Ц8Д-8М, СБ-8М, СБ-8 и др.) и двухвальных (Ц12Д-1М ) станков с различными конструктивными и техническими характеристиками [6].
4
6
5
3
2
1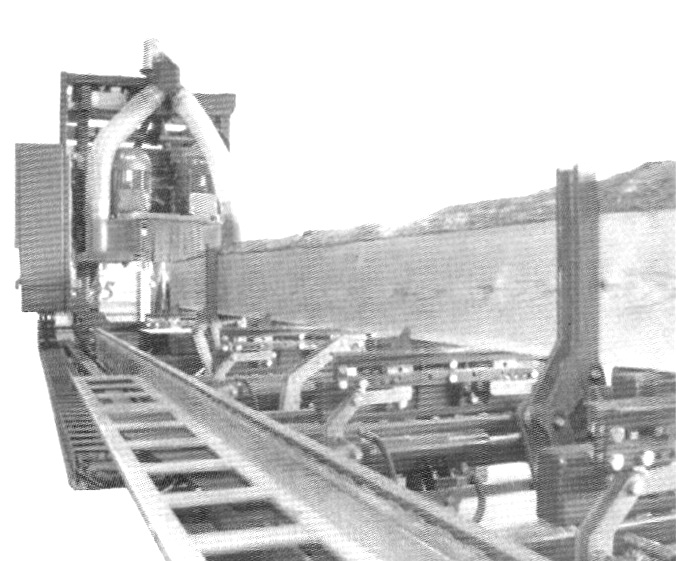






 в)
в)
Рис.7.22 Общий вид (а), и принцип пиления (б), механизм поворота (в), бревнопильного станка “Барс-ДГ”: 1 - портал; 2 - станина; 3 - направляющие; 4 - зажим; 5 – бревно; 6 – упор
Круглопильные станки с гибким поставом пил (рис. 7.23), например , DWK фирмы EDW, оснащены двумя (или четырьмя) телескопическими пильными валами, регулируемыми в горизонтальной плоскости перпендикулярно направлению подачи. Пильный вал состоит из внешнего вала 2 с регулируемым фланцем и внутренних 1 (выдвигающихся) валов. Наименьшее расстояние между фланцами 18 мм. Наибольшее расстояние между зажимным диском и неподвижным фланцем пильного полотна внутреннего вала устанавливается с учетом спецификационных размеров пиломатериалов. Скорость подачи бруса (досок) автоматически регулируется в зависимости от высоты резания и соответствующей рабочей программы.
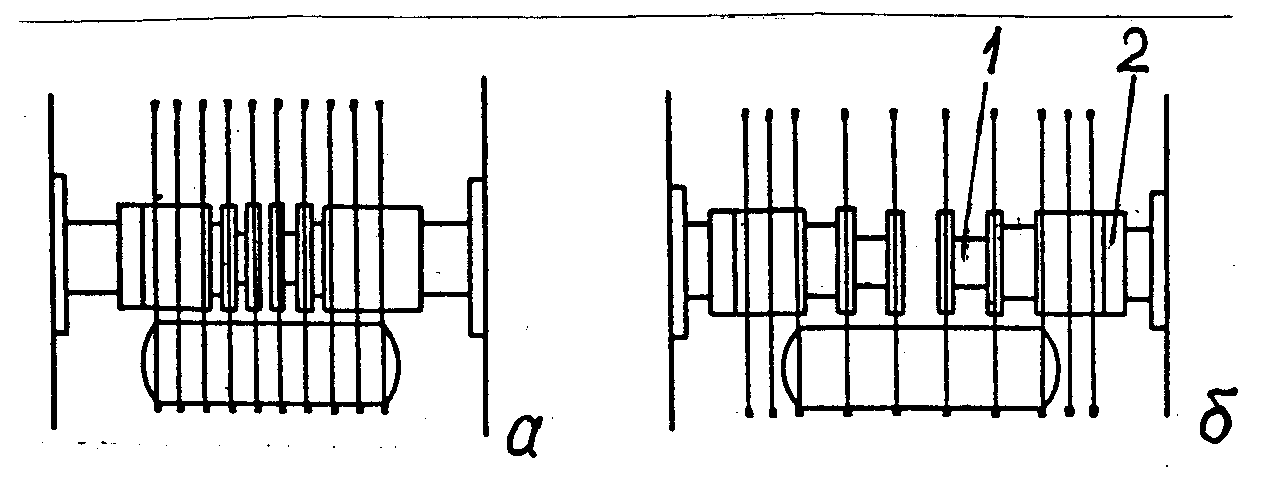
Рис. 7.23 Схема узла резания круглопильного станка с гибким поставом пил для раскроя брусьев: а– выпиливание досок; б– выпиливание брусьев; 1,2- внутренние и внешний валы