

9.4 Пакетирование сырых пиломатериалов
Выходящие из лесопильного цеха пиломатериалы после сортировки пакетируют и направляют в сушильные камеры или на атмосферную сушку. Пакетирование производится с помощью пакето- и штабелеформирующих машин и линий (ПФМ,ПФЛ,ШФЛ), которые установлены на лесоэкспортных предприятиях. Линии закуплены в Финляндии (фирмы «Каукас», «План-Селл» и «Валмет»). В единичных экземплярах применяется отечественная линия модели ПФМ-10. Эти устройства при некоторых конструктивных различиях работают по аналогичным схемам: механизированная загрузка пакетами внутренней перевозки; разборка пакета и поштучная подача досок на участок формирования ряда; выравнивание досок по одному торцу; перемещение досок через одну на противоположную сторону подающего поперечного конвейера и выравнивание их по другому торцу;(второй вариант предусматривает одновременный разгон досок через одну в разные стороны и выравнивание их по торцам); на рядонаборном конвейере задают расстояние между досками ряда и из рядов, переносимых на вертикальный подъемник, формируют пакет или штабель. Технические характеристики некоторых отечественных и зарубежных ПФМ приведены в табл.9.2.
Пакетоформирующая машина ПФМ-10 формирует сушильные пакеты для камерной и атмосферной сушки следующим образом. Внутризаводской транспортный пакет подают на загрузочный конвейер 1 (рис.9.4). По загрузочному конвейеру пакет переходит на наклонный подъемник 2, с помощью которого пакет разбирают на доски. Происходит это следующим образом. Когда пакет попадает на грузонесущую платформу, подъемник наклоняется и поднимает пакет до тех пор, пока верхний ряд досок не выйдет за пределы стоек сварной рамы.
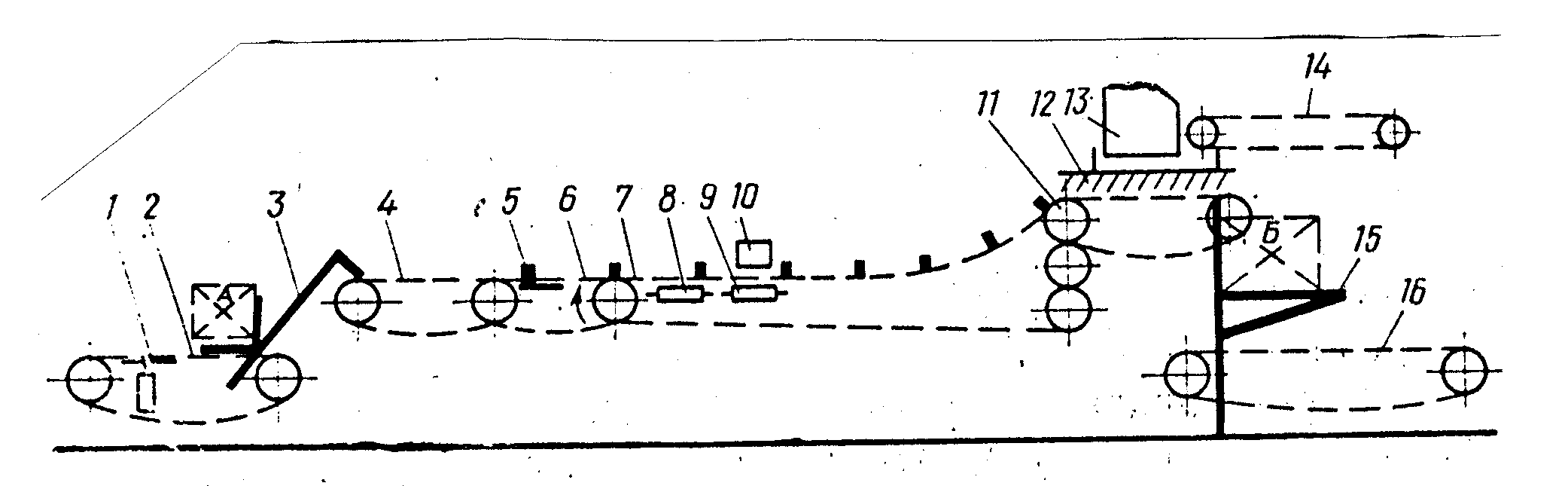
Рис. 9.4 Схема пакетирующей машины ПФМ-10: участок загрузки и разборки транспортного пакета: 1- загрузочный цепной конвейер; 2- наклонный подъемник; 3- питающий конвейер; 4- разборщик пачки досок; 5-торцеравнительный конвейер с винтовыми роликами и цепным упором сопровождения ; участок формирования сушильного пакета: 6- механизм поштучной выдачи досок; 7- конвейер с разновысокой цепью; 8- перегонный конвейер; 9- рядонаборный конвейер; механизм переноса ряда досок, состоящих из каретки с вильчатыми рычагами 10 и конвейера 16 для перемещения каретки; 11- магазины прокладок с выталкивающим устройством 12; 13- ленточный конвейер для прокладок; 14- вертикальный подъемник; 15- разгрузочный конвейер
Доски под влиянием собственной массы съезжают на питающий конвейер 3, который перемещает их в приемное устройство разборщика пачки 4. Для подачи досок в приемное устройство разборщика небольшими пачками питающий конвейер включают периодически. Разборщик подает по одной доске на торцеравнительный роликовый конвейер 5 для выравнивания досок по одному торцу. На конвейере 5 они перемещаются в поперечном направлении в виде сплошного ряда. Из этого ряда доски захватываются по одной механизмом поштучной выдачи 6 и подаются на конвейер 7 с разновысокой цепью. Доски, лежащие на высоких (широких) звеньях цепи, проходят над перегонным роликовым конвейером 8, не касаясь его. Доски, находящиеся на низких звеньях, перемещаются конвейером 8 на противоположную сторону конвейера 7 до упора, установленного в соответствии с длиной формируемого пакета. Так как «высокие» и «низкие» звенья чередуются, доски через одну выравниваются по торцам пакета. С конвейера 7 доски поступают на рядонаборный конвейер 9. После набора ряд досок поднимается вильчатым рычагом каретки 10 и переносится на формируемый пакет, находящийся на подъемнике 14. Каретка перемещается при движении цепи конвейера 16. Механизм выдачи прокладок 11 с магазином, расположенным над подъемником, выдает прокладки на ряд, а подъемник опускается на ступень, равную сумме толщин доски и прокладки. Подъемник опускает сформированный пакет на разгрузочный конвейер 15, который выносит его из машин.
Таблица 9.2
Техническая характеристика пакетоформирующих линий
Показатель |
Пакетоформирующие машины |
||
ПФМ-10 |
«Каукас» |
«Валмет» |
|
Размеры пакетируемых досок: длина, м ширина, мм толщина, мм Размеры загружаемого пакета: длина, м ширина, м высота, м Размеры формируемого пакета: длина, м ширина, м высота, м Пропускная способность, шт./мин |
3…7 80…280 16…100
4…7 1,3 1,5
4,3; 5,8; 6,8 1,2…1,9 1,5 15; 21; 30 |
3…7 100…280 19…80
7 1,65 1,35
7 1,8 1,5 22…65 |
1,8…6,5 75…300 16…100
2…6,8 1,3 1,5
6,8 2,0 5,0 60…120 |
Габариты машины,м: длина х ширина х высота Численность обслуживающего персонала, чел.
|
25х33,3 х 4,1 3 |
37,8х4,2х2…3 3 |
60 х 12 х 9,6 3 |
На ряде предприятий страны разработаны и введены в эксплуатацию пакетоформирующие устройства оригинальных конструкций (рис. 9.5).
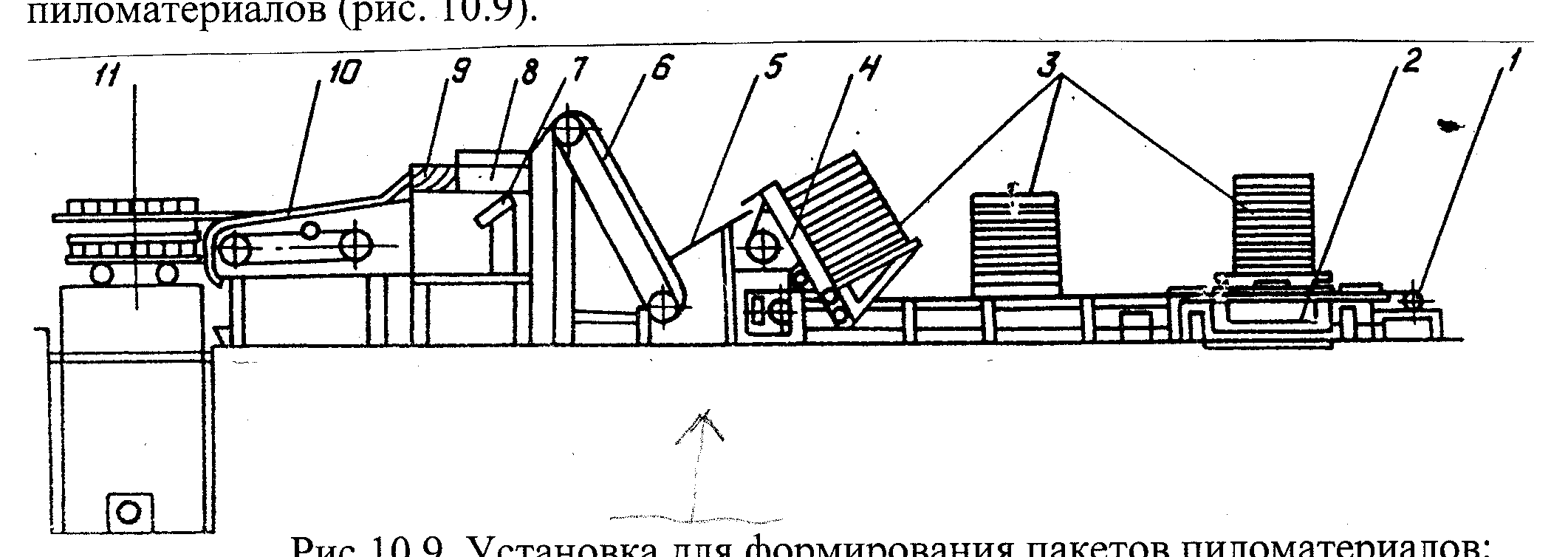
Рис.9.5 Установка для формирования сушильных пакетов пиломатериалов:
1 – приемный конвейер; 2 – приемный подъемник; 3 – пакеты пиломатериалов; 4 – подающий подъемник;5 – лесонакопитель; 6 – конвейер поштучной выдачи пиломатериалов; 7 – пульт управления; 8 – торцевыравниватель; 9 – роликовый конвейер; 10 – штабелеукладчик; 11 – штабелер ПВ-20
Здесь пакет пиломатериалов автолесовозом Т-140 подают на приемный подъемник 2. При его опускании пакет укладывается на цепи трехсекционного конвейера 1. Включают конвейер, пакет перемещается до подающего подъемника 4, при его пуске пакет наклоняется на 40, затем поднимается в положение разгрузки и перегружается в накопитель слоями. Доски по наклонному конвейеру 6 поштучно поступают на роликовый конвейер 8,. Выравниваются, скатываются на роликовую дорожку укладчика 10 и перемещаются на движущиеся направляющие. С них слои досок определенной ширины сбрасываются передающим механизмом на штабелер 11. Направляющие возвращаются в исходное положение. После размещения прокладок штабелер опускается на размер толщины доски, а по окончании формирования пакета поднимается в начальное положение. Пакет размером 1800х2800х6500 мм по рельсовым путям перемещантся на траверсную тележку и подается в сушильную камеру.
Производительность пакетирующих линий
![]() можно определить по методу последовательного
наращивания числа факторов, влияющих
на ее величину [6]:
можно определить по методу последовательного
наращивания числа факторов, влияющих
на ее величину [6]:
![]() (9.9)
(9.9)
где
![]() -
площадь поперечного сечения доски, м3;
-
площадь поперечного сечения доски, м3;
![]() объем формируемого сушильного пакета
(штабеля), м3;
объем формируемого сушильного пакета
(штабеля), м3;
![]() объем пакета, поступающего на ПФЛ, м3;
объем пакета, поступающего на ПФЛ, м3;
![]() поправочный
коэффициент, характеризующий тип
формируемого пакета;
поправочный
коэффициент, характеризующий тип
формируемого пакета;
![]() объем
партии запуска, м3.
объем
партии запуска, м3.