

Глава 14 производство технологической щепы
14.1 Характеристика технологической щепы
Технологическая щепа - это древесные частицы в виде косоугольного параллелепипеда с острым углом 30…60°, образованного поверхностью реза и направлением волокон, заданной длины и толщины, предназначенные для производства целлюлозы, древесностружечных и древесноволокнистых плит, продукции лесохимических и гидролизных производств [ ].
Для целлюлозно-бумажного производства технологическую щепу изготавливают трех марок: Ц-1 - для выработки сульфитной целлюлозы и древесной массы; Ц-2 - для выработки сульфитной, а также сульфатной и бисульфатной целлюлозы, а также древесной массы для бумаги и картона; Ц-3 - для выработки сульфатной целлюлозы и различных видов полуцеллюлозы для бумаги и картона. Качество этой щепы определяется породой древесины, геометрическими размерами частиц, дефектами обработки, примесями коры, гнили и инородных включений. Наиболее широко используется технологическая щепа из древесины хвойных пород вследствие особого качества получаемых волокон - химического строения (насыщенность функционально-активными группами — гидроксильными, карбоксильными и др.), длины (до 7…11 мм) и прочности. Поэтому древесное сырье этих пород на лесопильно-деревообрабатывающих предприятиях должно быть выделено из общего потока и переработано отдельно. Лиственные породы (осина, береза и др.) являются менее качественным сырьем. Волокна их значительно короче (не более 3 мм), имеют меньший диаметр и прочность.
Оптимальные размеры щепы: длина по волокну для хвойных пород – 15…20 мм, для лиственных – 10…15 мм; толщина – 3…5 мм; ширина щепы не играет существенной роли, но устанавливается в пределах до 20 мм. Количественное соотношение частиц определенных размеров в общей массе технологической щепы определяет ее фракционный состав. Частицы длиной 10…30 мм образуют кондиционную фракцию. Их массовая доля должна составлять не менее 81…86 %. Крупная фракция ограничивается содержанием массовой доли не более 3…6 % частиц размерами более 30 мм. Мелкая фракция щепы размерами 5…10 мм допускается в количестве не более 10 %. Частицы размерами менее 5мм образуют отсев, и в составе технологической щепы их массовая доля должна быть не более 1…3 %. Количество щепы с углом среза менее 30° и более 60° не должно превышать 30 % объема партии.
Дефекты обработки щепы возникают в процессе измельчения сырья. В отрегулированной дисковой рубительной машине с хорошо заточенными ножами при оптимальной влажности древесины (45…65 %) получается щепа с ровными чистыми срезами и равномерного фракционного состава (рис. 14.2, а). При затуплении ножей могут быть получены частицы с рваными торцами (рис.14.2, б) и мятой поверхностью (рис. 14.2, г). Измельчение древесины нередко сопровождается образованием трещин в щепе (рис. 14.2, ж) и скалыванием по годичному слою. В результате этого получаются частицы — иглы, поперечное сечение которых не более 1…2 мм (рис. 2.1, д), и щепа с острой кромкой (рис.14.2,з). Частицы с множеством трещин (рис. 14.2, в) характерны для щепы, полученной на фрезерно-брусующих станках. Содержание щепы с перечисленными видимыми дефектами не должно превышать 30 % общего объема поставки. Наряду с визуально обнаруживаемыми дефектами щепа имеет и вследствие деформации сжатия внутренние скрытые разрушения волокон, которые можно обнаружить лишь специальными методами (например, в поляризованном свете). Внутренние повреждения снижают прочностные характеристики целлюлозы в 2 раза и более.
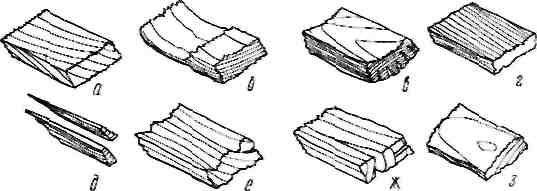
Рис. 14.2 Виды частиц технологической щепы
Примеси (кора, гниль, минеральные частицы) в технологической щепе ограничиваются следующими показателями:
Марка щепы |
Допускаемые примеси, % |
||
|
коры |
гнили |
минеральные |
Ц-1 |
1 |
1 |
не допускается |
Ц-2 |
1,5 |
3 |
0,3 |
Ц-3 |
3 |
7 |
0,3 |
Кора характеризуется высоким содержанием лигнина, смол, жиров и различного рода красящих веществ. Поэтому она вносит загрязнения в древесноволокнистую массу в виде темных пятен, которые трудно удалить и обесцветить при отбелке целлюлозы, снижает показатели механической прочности целлюлозы.
Технологическую щепу для производства древесностружечных плит изготовляют марки ПС. Качество щепы определяется породой, геометрическими размерами частиц и содержанием примесей. Угол среза частиц и качество кромок не регламентируется. Геометрические размеры щепы: длина щепы по волокну 10…60 мм; толщина - не более 30 мм. Фракционный состав щепы: массовая доля крупной фракции частиц размерами более 30 мм - не более 5 %; кондиционная фракция размером 5…30 мм - не менее 85 %; мелкая фракция - не более 10 %.Примеси, допускаемые в технологической щепе марки ПС: кора - 15 %, гниль - 5 %, минеральные примеси - 1 %, не допускаются металлические включения.
Щепу для производства древесноволокнистых плит изготовляют марки ПВ. Качество щепы определяется породой древесины, геометрическими размерами и содержанием примесей. Щепа марки ПВ должна быть без мятых кромок, с углом среза 30…-60°. Для производства плит мокрым способом применяют преимущественно древесину хвойных пород, сухим способом - лиственных и смешанных пород.
Щепу для гидролизного производства изготавливают трех марок: ГП-1 для выработки спирта, дрожжей, глюкозы и фурфурола; ГП-2 - для выработки пищевого кристаллического ксилита; ГП-3 - для выработки фурфурола и дрожжей. Качество кромок и угол среза частиц не учитывают. Породный состав сырья при выработке щепы ГП-1 зависит от профиля гидролизного производства и вида выпускаемой продукции. Например, для спиртового и дрожжевого производства пригодна древесина всех хвойных и лиственных пород, а для производства глюкозы используют сырье только хвойных пород. Щепу марки ГП-2 вырабатывают только из древесины березы с примесью осины не более 10 %. Щепу марки ГП-3 изготавливают из древесины березы, бука, клена, дуба и граба с ограниченной примесью осины (не более 10 %). Геометрические размеры частиц щепы всех видов марок для гидролизных производств нормируют по длине волокна в пределах 5…35 мм, по толщине не более 5мм. Ширина щепы не регламентируется. Примесь опилок в щепе нежелательна, так как процесс гидролиза требует равномерного гранулометрического состава сырья. Примесь коры в щепе ограничиваются содержанием не более 11 % общей массы. Содержащиеся в коре зольные вещества, вступая в реакцию с серной кислотой в гидролизаппарате, нейтрализуют ее и снижают рабочую концентрацию. Массовая доля гнили не должна превышать 2,5 %.