

7.3.3 Торцовка сырых пиломатериалов
В
5
6
4
3
2
1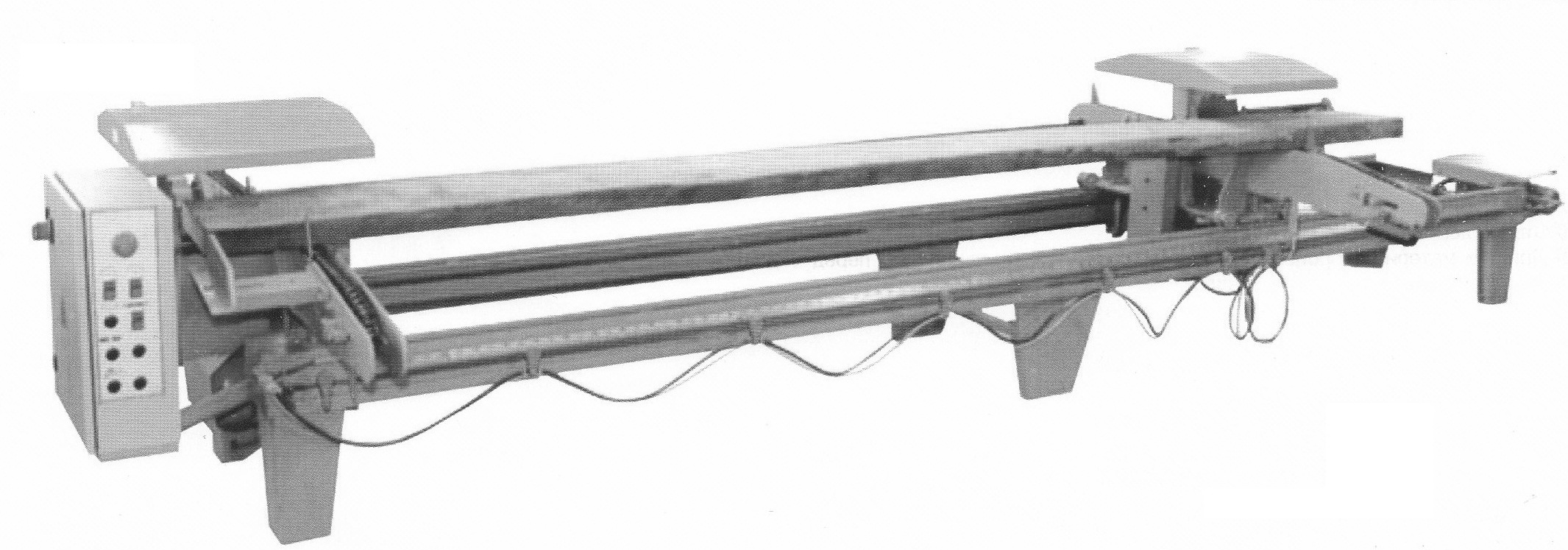






Рис.7.36 Торцовочный станок проходного типа: 1 – пульт управления; 2 – станина; 3 – базирующая планка; 4 – доска; 5 – торцовочная пила; 6 – подающая цепь с упорами
Здесь доска 3, требующая торцовки, укладывается на две цепи с упорами 5, которыми протаскивается через пильный узел 4. Длина пиломатериала задается установкой пильного узла относительно базирующей планки 3.
В поточном производстве с высокой степенью механизации для торцовки пиломатериалов применяются линии типа ЛТ- 1М и др., у которых пропускная способность составляе 25 досок в минуту при их ширине 75…275 мм и толщине 19…75 мм.
Линия ЛТ-1М (рис.7.37) включает: участок загрузки, служащий для разборки пучков досок и поштучной выдачи досок, состоит из наклонного конвейера 1, роликовых шин 2, загрузчика 3; наклонный конвейер 1 обеспечивает разборку пучков досок, поступающих в приямок 4 и выдачу досок на загрузчик 3. Для улучшения условий разборки и подачи досок различных сечений в зоне приямка установлены регулируемые отсекатели, позволяющие изменять высоту упоров. Загрузчик 3 производит поштучную выдачу досок на каждый ряд упоров цепного торцовочного конвейера 5 участка торцовки; участок торцовки, предназначенный для оценки качества пиломатериалов и их торцовки в соответствии с установленными требованиями, состоит из поперечного цепного торцовочного конвейера 5 с упорами, торцеравнительного роликового конвейера 6, неприводного роликового конвейера 7, комлевой торцовочной пилы 8, перегонного роликового конвейера 9, мерных упоров 10, вершинной торцовочной пилы 11, ограждений 12 и привода 13, пультов управления 14, 15.

Рис. 7.37 Линия торцовки сырых пиломатериалов ЛТ – 1М: 1 – наклонный конвейер; 2 – роликовые шины; 3 – загрузчик; 4 – приямок; 5 – цепной торцовочный конвейер; 6 – торцеравнительный роликовый конвейер; 7 – неприводной роликовый конвейер; 8 – комлевая торцовочная пила; 9 – перегонный роликовый конвейер; 10 – мерные упоры;11 – вершинная торцовочная пила; 12 – ограждения; 13 – привод; 14, 15 – пульты управления; 16 – упор; 17 – приемник для отрезков
Торцовочный конвейер 5 обеспечивает перемещение досок на участках торцовки. Торцеравнителный роликовый конвейер 6 досылает доски до упора 16. Роликовый конвейер 7 служит для облегчения выдвижения досок перед торцовкой. Комлевые концы доски торцуют пилой 8. Имеется приемник для отрезков 17 и ограждение 12 для защиты рабочего и удержания досок от разворота при торцовке. Роликовый конвейер 9 перегоняет доски на другую сторону линии и выравнивает их по верхнему торцу. Мерные упоры 10 служат для установки досок на стандартную длину перед торцовкой. Пила 11 торцует вершинные концы досок.
Работает линия следующим образом. Вырабатываемые в лесопильном цехе доски собираются на приемном конвейере и передаются в приямок 4. Упорами наклонного конвейера 1 доски извлекаются из приямка и поступают на роликовые шины 2 и затем на загрузчик 3, который подает их по одной на каждый ряд упоров торцовочного конвейера 5. Выровненные по комлю конвейером 6 доски поступают к рабочему-торцовщику, который вручную переворачивает их, оценивает качество, определяет место торцовки и устанавливает в зависимости от места торцовки. Затем доски выравниваются конвейером 9 по верхнему концу. Второй рабочий-торцовщик также приводит полную оценку доски, определяет место торцовки и устанавливает ее по мерным упорам 10, после чего производится торцовка.
Торцовочные станки в рассмотренной линии могут снабжаться фрезерным модулем. При этом отрезки длиной до 0,3 м путем поперечного их фрезерования при одновременном выполнении торцовки пиломатериалов круглыми пилами перерабатываются на технологическую щепу. Параметры фрезерного инструмента: рабочий элемент - двухкромочный нож; рабочая ширина - 0,3 м; число спиралей 2…4; число ножей в спирали - 12; число лопастей (групп) - 4…6; число ножей на лопасти (в группе) - 6…10.
Эффективность торцевания повышается за счет применения компьютерных сканирующих систем, позволяющих оптимизировать эту операцию. Оптические камеры сканирующего устройства дают информацию для идентификации длин и толщины доски, глубины обзола и контуров конца доски. Компьютер получает данные, собранные сканирующим устройством и рассчитывает оптимальную величину торцевания по критерию максимальной стоимости продукции. Компьютер, на который поступает решение оптимального торцевания подает команды на торцовочные агрегаты для реализации решений.
В автоматизированных фрезернопильных потоках торцовка боковых (подгорбыльных) досок может осуществляться и непосредственно в бревне. Например, в линии «Quadroline» фирмы EWD (Германия). Здесь имеется (рис.7.38) сдвоенный торцовочный механизм, оснащенный круглыми пилами. Он размещен между брусующим и сдвоенным вертикальным ленточнопильным модулями. Диски торцовочных пил, расположены перпендикулярно к отфрезерованным пластям бревна и имеют возможность последовательно совершать движение в вертикальной и горизонатльной плоскостях. После фрезерования и остановки бревна пилы сверху - вниз приближаются к его пластям и совершают две поперечные прорези на толщину планируемой к выпиловке доски. Далее движение бревна возобновляется.
1

Рис. 7.38 Схема расположения торцовочного механизма в линии «Quadroline» фирмы EWD: 1 – бревно; 2 – торцовочный узел; 3 - торцовочная пила