

Контрольные вопросы
В каком виде и на каком транспорте возможна поставка пиловочного сырья на лесопильно-деревообрабатываюшие предприятия?
Как производится и приемка поступающего на предприятия пиловочного сырья?
Какие методы и способы раскроя хлыстов по длине применяются на лесопильно-деревообрабатывающих предприятиях?
Какое оборудование используется для раскроя хлыстов по длине?
Какая дробность сортировки сырья по размерам и качеству необходима перед его распиливанием, чем она обосновывается?
Какие сортировочные устройства применяются для сортировки сырья на суше и как происходит на них работа?
Какие повреждения сырья возможны при длительном его хранении на лесопильно-деревообрабатывающем предприятии, чем они вызываются и какие способы существуют для предупреждения повреждений сырья?
Какие типы штабелей применяются для длительного хранения пиловочного сырья?
Что такое микроклимат склада сырья, чем он характеризуется и какое влияние оказывает на сохранность сырья?
Как определяют объем плотной массы древесины, уложенной в штабеля ?
Какое оборудование применяется для формирования и разборки штабелей?
Для чего производится гидротермическая обработка пиловочного сырья, какие устройства используются для ее проведения?
Как определить необходимую температуру теплоносителя (воды) для оттаивания мерзлых бревен?
Для чего проводится окорка, оцилиндровка пли окантовка пиловочного сырья, какими средствами и на какой стадии производственного процесса?
Глава 7 формирование сечения и длины пиломатериалов
7.1. Структура технологического процесса
Формирование сечения и длины пиломатериалов осуществляется в лесопильном цехе в основном непрерывно-поточным методом и включает следующие технологические операции (рис. 7.1):
Рис.7.1 Структурная схема технологического процесса формирования сечения пиломатериалов
Перечисленные выше операции раскроя бревен, брусьев, сегментов и досок могут сопровождаться предварительным фрезерованием их сбеговой зоны с получением технологической щепы.
7.2 Продольный раскрой бревен
Продольный раскрой бревен, брусьев и сегментов на пиломатериалы производится на бревнопильном оборудовании (называемом головным) –лесопильных рамах, ленточнопильных, круглопильных, фрезерно-брусующих, фрезерно-профилирующих и фрезернопильных станках. Остановимся на их основных технологических параметрах и конструктивных решениях.
7.2.1 Лесопильные рамы
В России лесопильная рама до сих пор является основным бревнопильным станком (90-е годы ХХ в. – использовалось до 100 тыс., 10 % - двухэтажных, 90 % - одноэтажных; перерабатывалось около 90 % сырья), на котором производят групповой раскрой бревен, брусьев и сегментов. Лесопильные рамы обладают высокой надежностью, обеспечивают удовлетворительную точность распиловки. Они бывают общего и специального назначения. Первые (более 90 % всего числа рам) предназначены для распиливания бревен, брусьев и сегментов длиной 3…7 м, диаметром 14…100 см. Они подразделяются на двухэтажные - 2Р50-11(22), 2Р75–3(4), 2Р80–1(2), 2Р100–1(2) и одноэтажные - Р63-4Б, Р80-2 и др.
Двухэтажные и некоторые марки одноэтажных (ЛРВ) лесопильных рам имеют непрерывную подачу с движением пильных рамок по прямолинейным траекториям, расположенным под углом к вертикали, величина которого изменяется при изменении скорости подачи бревна. Привод подачи таких лесопильных рам автоматически изменяет величину подачи в зависимости от высоты пропила и загрузки главного двигателя. Двухэтажные рамы относятся к автоматическому высокопроизводительному (до 100 м3 сырья в смену) оборудованию. Они оснащенны манипуляторами, центрирующими бревно или брус (сегмент) по оси постава пил, и другим околорамным оборудованием.
Лесопильные рамы специального назначения предназначаются для распиловки коротких (1…4 м) бревен (РК 63), выпиловки из тонкомерных бревен брусьев и брусков тонких (до 6мм) тарных материалов (РТ-40).
Основными технологическими характеристиками лесопильных рам являются: просвет пильной рамки; высота хода и число ходов пильной рамки или частота вращения коленчатого вала; посылка.
Просветом пильной рамки называется размер между внутренними стенками ее стоек. Он определяет наибольший диаметр бревен, которые можно распилить на данном станке. В зависимости от модели лесопильные рамы имеют величину просвета 500 мм, 630 мм, 750 мм, 800 мм, 1000 мм..Требуемую ширину просвета Впрос (см) определяют по формуле
Впрос = d мах + SL + 2 C , (7.1)
где dмах - максимальный диаметр верхнего торца бревна, распиливаемого в лесопильной раме, см; S – сбег бревна, см/м; L - длина бревна, м; С - величина зазора между стойками рамки и нижнем торцом бревна (С =5 см).
Высота хода пильной рамки Нр – размах возвратно-поступательного перемещения пильной рамки – и частота вращения коленчатого вала n (мин-1) обусловливают производительность рамы или эквивалентную ей скорость подачи U (м/мин), определяемую по формуле
U=
Uz![]() ,
(7.2)
,
(7.2)
где Uz - подача бревна на один зуб пилы, мм; t – шаг зубьев пилы, мм.
Чем больше Нр и n, тем выше производительность рамы. Однако существенным препятствием повышению НР и n являются инерционные силы от массы неравномерно возвратно-поступательно движущихся частей станка. У современных лесопильных рам частота вращения коленчатого вала находится в пределах 250…360 мин-1, высота хода пильной рамки 400мм, 500мм, 600мм в зависимости от модели.
Посылка, т.е. величина подачи бревна за один ход пильной рамки, является основным показателем, определяющим производительность лесопильной рамы. Величина посылки определяется: производительностью или работоспособностью пил, обеспечивающих их нормальную работу; соответствующим качеством распиловки (шероховатостью поверхности пиломатериалов); мощностью привода, обеспечивающей безотказную работу механизмов резания и подачи; максимальной конструктивной посылкой, которую может обеспечить механизм подачи. Наименьшая из указанных посылок принимается за расчетную. Фактическая посылка несколько меньше расчетной, так как имеется скольжение бревен на падающих вальцах и скольжение в механизме подачи. Скольжение в механизме подачи под нагрузкой практически снижает посылку на 4…8%, а скольжение бревна в подающих вальцах при непрерывной подаче – на 5…10%, при толчковой подаче – на 10…12%. Это ведет к снижению производительности лесопильных рам. Фактические посылки Dф можно определять двумя способами: непосредственным замером на пластях досок по рискам, оставляемым пилами, или по времени распиловки бревна по формуле
D
ф =
![]() ,
(7.3)
,
(7.3)
где Dф - фактическая посылка, мм; L – длина бревна, м; tб – время распиловки бревна, с; n – частота вращения коленчатого вала, мин-1.
Л
1
2
4
3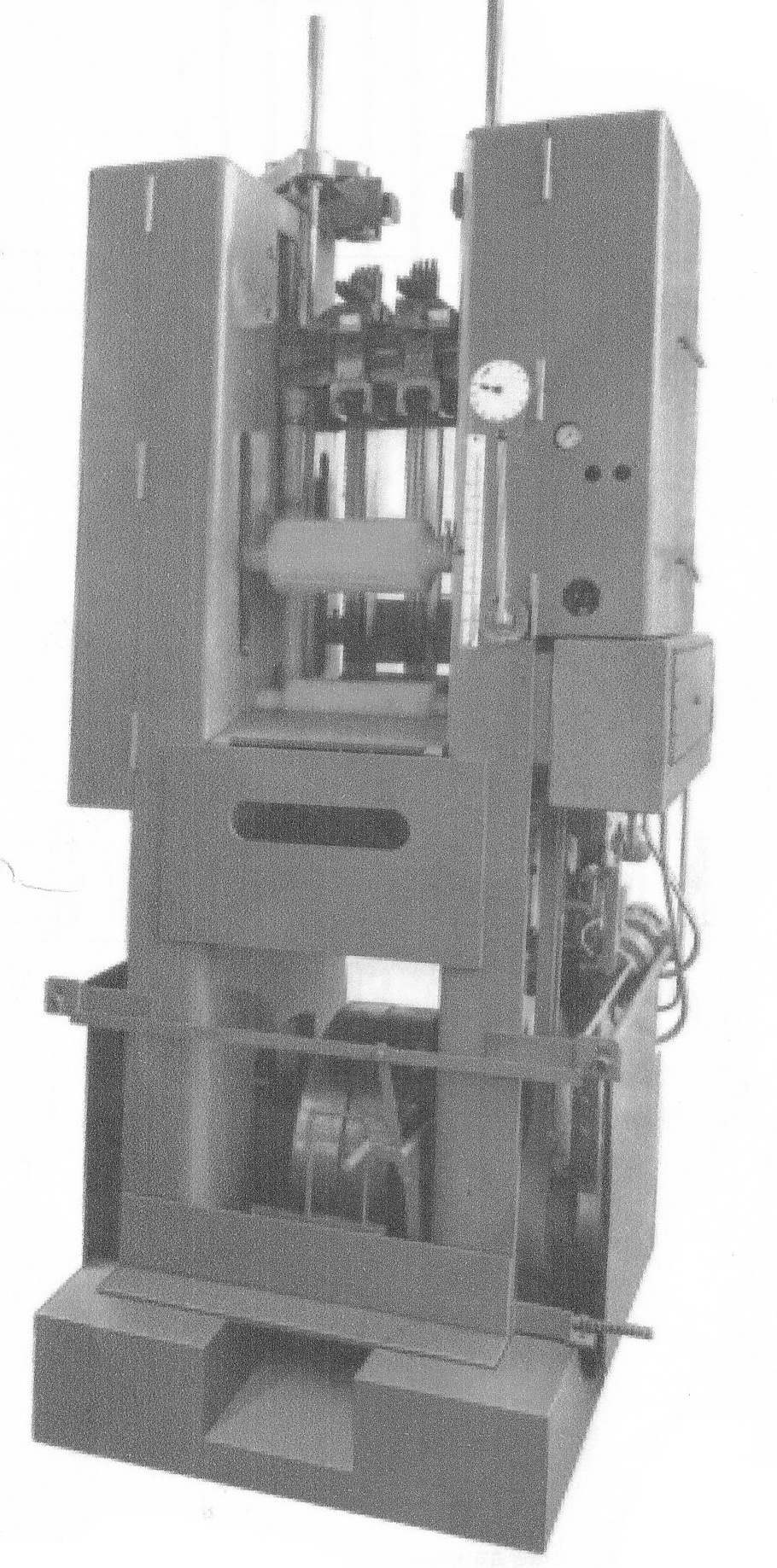




Рис.7.2 Общий вид лесопильной рамы фирмы «ЕWD»: 1 – станина; 2 – маховик; 3 – подающие вальцы; 4 – регулируемый постав пил