

Методы измерения рассеивающей способности
Во всех случаях используются определенные ячейки с разным расположением катодов, причем распределение покрытия чаще определяется по привесу, а распределение тока по его замерам на соответствующих участках катодов. Соответственно, существуют различные способы расчета РС:
1.Метод Херинга - Блюма.

РС=
 ∙100%,
∙100%,
 =2;5 фиксировано.
=2;5 фиксировано.
Ток подводится к катоду, аноду. Ведется электролиз и замеряется привес покрытия на катодах. Метод простой, но анод, помещенный в центр ячейки, неравномерно растворяется. С одной стороны, процесс может идти легче, а с другой – тормозиться вплоть до пассивации анода и возникновения концентрационных ограничений. Кроме того, в случае идеального распределения металла РС≠100%. Неудобно, например, (2-1)/2=50%
2.Метод Фильда.
 (вид
сверху).
(вид
сверху).
РС=
 ∙100%.
∙100%.
 можно
делать от 2 до 5, анод работает одной
поверхностью в одинаковых условиях,
т.е. его поведение и состав электролита
в ходе электролиза не меняется. В случае
единичного распределения Ме, когда
можно
делать от 2 до 5, анод работает одной
поверхностью в одинаковых условиях,
т.е. его поведение и состав электролита
в ходе электролиза не меняется. В случае
единичного распределения Ме, когда
 =1,
РС=100%.
=1,
РС=100%.
3.Метод Кудрявцева – метод прямого определения толщины покрытия на угловом катоде. Катод вынимают и режут по углам.

4.Щелевая ячейка - ячейка Молера. Используют сборные катоды, по ГОСТу.

Ячейка
имеет определенные соотношения сторон
и для нее вычислены значения первичного
распределения тока. Эта величина
 - реальное распределение массы
- реальное распределение массы
 ;
РС=
;
РС=
 ∙100%.
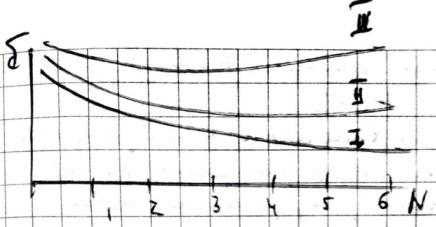
Метод хорош тем, что легко проследить
влияние различных параметров графически
на РС.
∙100%.
Метод хорош тем, что легко проследить
влияние различных параметров графически
на РС.

Кроме
того, в такой ячейке исходя из
 ,
плотность тока меняется в 10-кратном
диапазоне. Заданная плотность тока
реализуется между 2 и 3 катодом,
соответственно на ближнем катоде
плотность тока в более чем 2 раза выше
заданного, а на самом дальнем в 5 раз
меньше. Такое распределение позволяет
моделировать поведение самого сложного
профиля детали. Быстро можно оценить
рабочий диапазон плотностей тока, где
получаются качественные Ме-П. Если в
цепь каждого катода включить сопротивление
и измерить напряжение, то можно определить
реальный ток на каждом катоде и вычислить
распределение токов.
,
плотность тока меняется в 10-кратном
диапазоне. Заданная плотность тока
реализуется между 2 и 3 катодом,
соответственно на ближнем катоде
плотность тока в более чем 2 раза выше
заданного, а на самом дальнем в 5 раз
меньше. Такое распределение позволяет
моделировать поведение самого сложного
профиля детали. Быстро можно оценить
рабочий диапазон плотностей тока, где
получаются качественные Ме-П. Если в
цепь каждого катода включить сопротивление
и измерить напряжение, то можно определить
реальный ток на каждом катоде и вычислить
распределение токов.
Лекция 6: 14.10.2015
Искусственные приемы, повышающие равномерность распределения/осаждения Ме по катодной поверхности
Прежде всего, равномерность толщины обеспечивается технологическими параметрами: составом электролита, режимом процесса. Но существует целый ряд приемов, действующих, прежде всего, через геометрические факторы:
1.Введение дополнительного анода. Применяется, если требуется покрытие наружных и внутренних полостей какой-либо детали. Внутренний анод крепится на гибком токоподводе и включается после помещения детали в ванну вместе с основными анодами, чем достигается покрытие внутренних полостей.

2.Придание
форме анода формы катодной поверхности.
Этим
 стремим к единице. Но это не всегда
удается сделать, т.к. материал анода не
всегда подвластен изменению своей
формы
стремим к единице. Но это не всегда
удается сделать, т.к. материал анода не
всегда подвластен изменению своей
формы

3.Применение дополнительных катодов. Цель – оттянуть силовые линии от краев детали для уменьшения толщины покрытия на этих участках и перераспределение ее на соседние.

Вводят доп.катоды в виде рамки или кольца, которые опоясывают контур детали.

Примерно такую же роль выполняют различные рамки, на которые крепится деталь под покрытие. За счет перераспределения силовых линий, удается получить равномерное покрытие на деталях, расположенных как с края подвески, так и внутри нее.
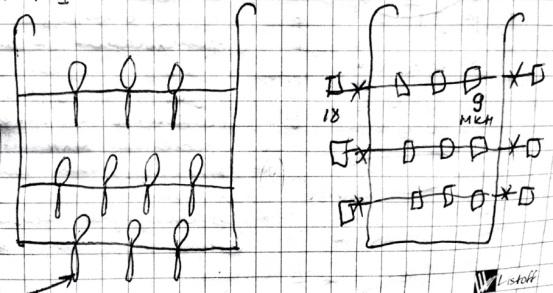
4.Использование доп. неметаллических экранов. Они перфорированы и перфорация выполняется разного диаметра с учетом расположения детали по отношению к аноду. Там, где деталь ближе к аноду, диаметр перфорации должен быть меньше, расположена дальше – наоборот. За счет малого диаметра перфорации создаются доп.сопротивления прохождению силовых линий близлежащим. Соответственно дальним участкам это сопротивление минимально и силовые линии идут туда.

Экраны обычно из винипласта, который легко режется и сверлится. Аналогичные экраны могут иметь и цилиндрическую форму, что используется при покрытии цилиндрических деталей, различных штоков, толкателей.

Данные методы применяются в процессах хромирования, который отличается плохой РС, а заданная толщина покрытия может достигать нескольких десятков микрон. При покрытии таких деталей, помимо экрана, целесообразно располагать аноды концентрически.
5.Повысить равномерность толщины покрытия на сложном профиле детали можно увеличением межэлектродного расстояния, т.е. отодвигая анод от катода.

Увеличивать расстояние нужно до определенных пределов, т.к. с ростом расстояния повышается падение напряжения в электролите, общее напряжение на ванне, общие энергозатраты. Поэтому в практике редко межэлектродное расстояние превышает 15-20 см, больше – невыгодно.