

Перспективные электролиты никелирования
Как правило, используются для функциональных целей, в том числе и для электроосаждения сплавов. Наиболее часто для функциональных целей используют сульфаматный (сульфоаминовокислый) электролит никелирования.
NiCO3+2NH2SO3H(сульфаминовая кислота)→Ni(SO3NH2)2+H2CO3
Растворимость соли большая - 600 г/л, значит можно работать на повышенных и высоких j=10-15 А/дм2. Самое главное, что из сульфаматного электролита получаются малонапряженные Ni-П, значит в толстых слоях не трескаются, не скалываются и не отслаиваются. Такие электролиты часто используют в технологиях гальванопластики, когда толщина слоя Ме должна достигать несколько мм. Пластичностью таких покрытий можно управлять, даже не вводя спец.добавок, т.к. она зависит от рабочей температуры. Пластичность можно оценить по величине внутренних напряжений в покрытии: чем они ниже, тем выше пластичность.
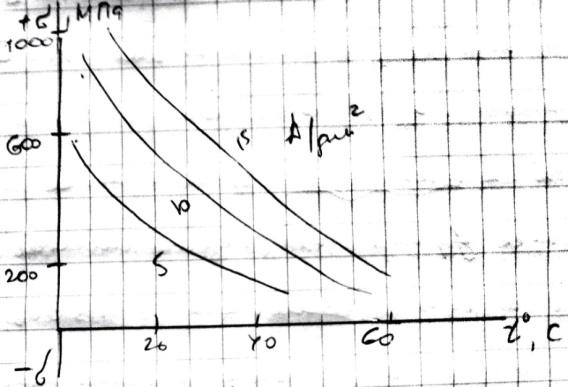
Независимо
от плотности внутренние напряжения с
ростом температуры стремятся к 0, и при
t>60◦ они из растягивающих могут перейти
в сжимающие. В идеале мы должны иметь
нулевые внутренние напряжения. Это
достигается в t=40÷60◦С.
Если требуются напряжения сжатия, то
температуру надо повышать. Правда
сульфаминовая кислота при таких
температурах быстро разлагается, и
электролит теряет свои свойства. Другие
компоненты электролита аналогичны
сульфатному: добавки депассиватора
 , буферная H3BO3,
рН=3,5÷5. Внутренние напряжения в таких
электролитах примерно на порядок ниже,
чем в сульфатных. Недостатком такого
электролита является необходимость
его тщательной очистки от загрязнений
в виде органики или посторонних ионов
Ме. Эти загрязнения увеличивают
внутренние напряжения, и покрытия часто
растрескиваются.
, буферная H3BO3,
рН=3,5÷5. Внутренние напряжения в таких
электролитах примерно на порядок ниже,
чем в сульфатных. Недостатком такого
электролита является необходимость
его тщательной очистки от загрязнений
в виде органики или посторонних ионов
Ме. Эти загрязнения увеличивают
внутренние напряжения, и покрытия часто
растрескиваются.
Другой вид электролитов – ацетатные. Здесь в качестве соли Ni используется более дорогой Ni – уксуснокислый (ацетат). Буферные свойства такого выше, чем с борной кислотой, поэтому в ходе процесса он меньше защелачивается и можно работать на повышенных j=10-15 А/дм2. Здесь требуется депассиватор – хлорид Ni и CH3COOH для доведения величины рН. Такой электролит устойчив в работе, имеет неплохую РС и может применяться для нанесения покрытия в насыпном виде. Максимальные рабочие плотности тока реализуются при повышенных t=40÷50◦. Правда в этих условиях наблюдается большое испарение уксусной кислоты – это недостаток. Благодаря меньшему включению гидроокиси в состав покрытия, оно получается достаточно пластичным, но толстые слои стараются не наносить.
Хлоридные
электролиты
– основной компонент хлорид Ni (до 250
г/л), сопутствующий – сульфат Ni (до 60÷80
г/л). Электролит имеет хорошую
электропроводность, хорошо работают
аноды за счет избыточного
 и такие электролиты рекомендуют для
нанесения покрытия на детали из цинковых
сплавов, где требуется специальная
подготовка с целью обеспечения
необходимой адгезии. Электролит содержит
буферную добавку и при необходимости
БОД.
и такие электролиты рекомендуют для
нанесения покрытия на детали из цинковых
сплавов, где требуется специальная
подготовка с целью обеспечения
необходимой адгезии. Электролит содержит
буферную добавку и при необходимости
БОД.
Все перечисленные электролиты относятся к простым кислым. Они обладают теми же характеристиками, что и все аналогичные (см. раздел цинкования).
Комплексных электролитов никелирования мало, но лучшие результаты достигаются в электролите, где в качестве лиганда используются соли лимонной кислоты, он называется – цитратный электролит.
NiSO4∙7H2O 140-160 г/л
NiCit 200-220 г/л
NH4Cl 50-70 г/л
рН=7,2-7,5
t=40÷60◦
j=0,5-2 А/дм2
Вт=85-95%
Но, как и в любом комплексном электролите здесь достигается высокая РС и он пригоден для нанесения покрытия на различные сложно-профилированные детали. Т.к. электролит комплексный и комплекс прочный, включение гидроокиси Ni в состав покрытия затруднено, значит, покрытие получается весьма пластичным и этот электролит тоже рекомендовали для гальванопластики, правда из-за малых плотностей нужная толщина слоя будет достигаться за несколько дней. Главное, что такой электролит работает при нейтральных рН, значит, в нем можно покрывать коррозионно нестойкие материалы, т.е. детали из Al, Mg и их сплавов. Здесь может потребоваться специальная предварительная подготовка, но можно подобрать условия для прямого никелирования таких металлооснов. Адгезия получается хорошая, а РС на ~30-40% выше, чем в сульфатном электролите. Комплексные электролиты позволяют путем введения в их состав добавок Ме и неМе получать соответствующие сплавы.