

Электрохимическое обезжиривание
Проводится
под током, может быть и катодным, и
анодным. Т.к. обезжиривание здесь
происходит не только за счет хим.реакций,
но и за счет выделяющегося газа, эффект
обезжиривания достигается наилучший.
Благодаря этому хорошо очищаются
участки с труднодоступными местами,
сварными швами и с достаточно большим
количеством жировых загрязнений.
Катодное обезжиривание происходит за
счет выделяющегося H2,
реакция омыления тоже идет. Среда
щелочная, катод – деталь: К:
В
случае анодного обезжиривания выделение
O2
из щелочи: А:
Т.к. при катодном обезжиривании газа выделяется в 2 раза больше, чем при анодном, то оно более эффективно и его можно проводить за меньшее время. Но в процессе выделяется H2, который включается в кристаллическую решетку металлоосновы делая ее весьма напряженной, а после нанесения Ме-П выделяющийся H2 может десорбироваться из решетки, и выходя сквозь покрытие разрушать и отслаивать его. Поэтому для металооснов и покрытий, склонных к наводораживанию, катодное обезжиривание следует применять осторожно, анодное в этом плане неопасно, хотя идет менее эффективно. В практике часто используется комбинированное катодное и анодное обезжиривание: сначала катодное, очищающее практически весь жировой слой. Затем ненадолго, за счет переполюсовки, ведут анодное, в ходе которого адсорбированный H2 успевает удалиться из кристаллической решетки. Температурный режим почти как при хим.обезжиривании: 40-60◦С. Концентрация компонентов такие же как в хим. обезжиривании можно снизить в 1,5-2 раза. Время обезжиривания редко превышает 5 минут. Электрохим. обезжиривание способствует диспергированию неомыляемых жиров (масел) и это связано с тем, что под действием тока Ɛ меняется и поверхностное натяжение на границе Ме-электролит.
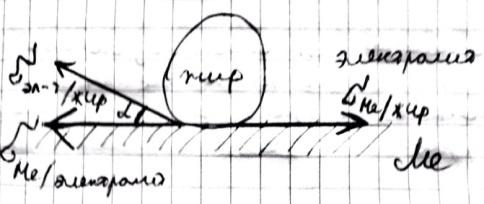
Угол
α – угол смачивания,
 ,
cos
α=
,
cos
α= .
.
Капля
будет уходить с поверхности, когда угол
α будет минимален, значит cos α должен
быть большим. Под действием Ɛ меняется
 :
если уменьшается, то cos α увеличивается,
а угол α снижается, и капля легче отходит
от поверхности. А под действием
выделяющихся газов будет еще быстрее
отрываться от поверхности. Но такая
положительная тенденция по уменьшению
:
если уменьшается, то cos α увеличивается,
а угол α снижается, и капля легче отходит
от поверхности. А под действием
выделяющихся газов будет еще быстрее
отрываться от поверхности. Но такая
положительная тенденция по уменьшению
 будет наблюдаться, когда Ɛ обезжиривания
находится вдали от точки нулевого
заряда. Если приблизиться к этой точке,
то адсорбционная способность у точки
нулевого заряда становится большой и
тяжело оторвать каплю. Для каждого Ме
существует своя точка нулевого заряда,
а соответственно и рабочий диапазон
плотностей тока, который будут определять
рабочий Ɛ поверхности и смачивающие
свойства. Например, для стали рабочая
плотность тока обезжиривания находится
в широком пределе, т.к. далеко от точки
нулевого заряда: 1-8 А/дм2,
чаще всего используют 4-6 А/дм2.
Для других Ме плотность тока может быть
другой. Стараются не работать на
максимально высоких плотностях тока
обезжиривания, т.к. за счет большого
газовыделения у электрода появляется
газовая подушка, в результате повышается
напряжение на ванне и увеличиваются
энергозатраты. При наличии ПАВ –
смачивателей возникает большой слой
пены и требуется вводить спец.вещества
- пеногасители, что не всегда удобно. В
качестве противоэлектродов используют
листы из обычной углеродистой стали;
сталь, покрытую Ni, т.к. Fe
и Ni
устойчивы в щелочной среде, в том числе
и при анодной нагрузке.
будет наблюдаться, когда Ɛ обезжиривания
находится вдали от точки нулевого
заряда. Если приблизиться к этой точке,
то адсорбционная способность у точки
нулевого заряда становится большой и
тяжело оторвать каплю. Для каждого Ме
существует своя точка нулевого заряда,
а соответственно и рабочий диапазон
плотностей тока, который будут определять
рабочий Ɛ поверхности и смачивающие
свойства. Например, для стали рабочая
плотность тока обезжиривания находится
в широком пределе, т.к. далеко от точки
нулевого заряда: 1-8 А/дм2,
чаще всего используют 4-6 А/дм2.
Для других Ме плотность тока может быть
другой. Стараются не работать на
максимально высоких плотностях тока
обезжиривания, т.к. за счет большого
газовыделения у электрода появляется
газовая подушка, в результате повышается
напряжение на ванне и увеличиваются
энергозатраты. При наличии ПАВ –
смачивателей возникает большой слой
пены и требуется вводить спец.вещества
- пеногасители, что не всегда удобно. В
качестве противоэлектродов используют
листы из обычной углеродистой стали;
сталь, покрытую Ni, т.к. Fe
и Ni
устойчивы в щелочной среде, в том числе
и при анодной нагрузке.
Лекция 8: 28.10.2015
Химическое травление
Необходимая
операция для всех технологий
электроосаждения Ме. Цель – удаление
с поверхности активных загрязнений и
продуктов коррозии. Одновременно на
стадии травления выявляется поверхностная
структура металлоосновы и обеспечивается
наилучшее качество сцепления. В
большинстве случаев в качестве
металлоосновы используют стали, на
поверхности которых присутствуют
оксидные загрязнения: FeO,
Fe2O3,
Fe3O4.
Толстые слои оксидов, особенно окалинных,
лучше убирать на стадиях механической
обработки – пескоструйной, а другие
на стадии травления, и для Fe, а также
сталей в основном используют растворы
кислот, т.к. они избирательно действуют
на сам Ме основы и оксидную пленку.
Например, в ГОСТе рекомендуют применять
H2SO4
(180-200
г/л)+HCl (80-100 г/л). HCl
прежде всего убирает оксидные пленки:
FeO+2HCl→FeCl2+H2O.
Затрагивается Ме, но скорость его
травления невелика и на Ме основы
действует, прежде всего, H2SO4:
 .
Здесь выявляется кристаллическая
решетка, а выделяющийся H2
дополнительно разрыхляет верхний слой
оставшейся оксидной пленки, а рыхлую
оксидную пленку - HCl. Несмотря на то, что
травление ведут при 18-25◦С, летучесть
HCl велика и она быстро попадает в
атмосферу цеха и вентиляцию. Поэтому
рекомендуют замену HCl на NaCl, травильные
свойства не меняются, а летучесть
меньше. При травлении деталей, особенно
толстых оксидных слоев, существует
опасность их перетравливания с изменением
заданных линейных размеров. Во избежание
этого, растворы травления содержат
добавки ингибиторов. Процесс травления
можно рассматривать как коррозионный
по электрохим. механизму. Диаграмма:
.
Здесь выявляется кристаллическая
решетка, а выделяющийся H2
дополнительно разрыхляет верхний слой
оставшейся оксидной пленки, а рыхлую
оксидную пленку - HCl. Несмотря на то, что
травление ведут при 18-25◦С, летучесть
HCl велика и она быстро попадает в
атмосферу цеха и вентиляцию. Поэтому
рекомендуют замену HCl на NaCl, травильные
свойства не меняются, а летучесть
меньше. При травлении деталей, особенно
толстых оксидных слоев, существует
опасность их перетравливания с изменением
заданных линейных размеров. Во избежание
этого, растворы травления содержат
добавки ингибиторов. Процесс травления
можно рассматривать как коррозионный
по электрохим. механизму. Диаграмма:
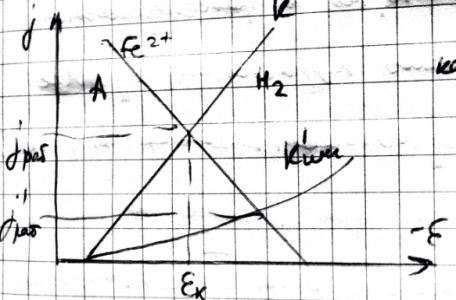
Ингибиторы
могут действовать на анодную и на
катодную стадии. Катодные ингибиторы
увеличивают
 и
снижают скорость травления, анодные
преимущественно действуют на стадию
растворения, увеличивая η, в результате
поверхность при травлении меньше
наводораживается, но не перетравливается.
Ингибиторы начинают действовать, когда
поверхность Ме очищена от оксидов, т.е.
на стадии их удаления ингибиторы не
действуют, а как поверхность очистилась,
ингибиторы быстро адсорбируются и
предотвращают избыточное перетравление
самого Ме. В качестве ингибиторов
применяют в основном органические
вещества: уротропин и его производные.
Они идут под различными торговыми
названиями: ПБ-5. При травлении
высокоуглеродистых сталей, на поверхности
травленных деталей может оставаться
серый налет в виде продуктов травления,
которые тяжело удаляются с поверхности.
Эту пленку можно удалять механически,
электрохимически – применяя анодное
и катодное травление. При катодном
травлении процесс ведут в области
выделения H2
в растворах 20%-ной H2SO4.
За счет выделяющегося H2,
поверхностная пленка быстро удаляется
с поверхности и лишь затем механически
очищается, но при таком травлении
склонность к наводораживанию, поэтому
применяют анодное травление. Процесс
в H2SO4,
но в транспассивной области, где частично
подрастворяется Ме и выделяется O2,
который разрыхляет пленку продуктов
травления, более безопасный. Для цветных
Ме универсального травильного раствора
нет. Al травят в щелочи, Zn в 20%-ной H2SO4,
Mg
в HNO3,
Pd
в смеси HF+HBF4,
Ti
в
и
снижают скорость травления, анодные
преимущественно действуют на стадию
растворения, увеличивая η, в результате
поверхность при травлении меньше
наводораживается, но не перетравливается.
Ингибиторы начинают действовать, когда
поверхность Ме очищена от оксидов, т.е.
на стадии их удаления ингибиторы не
действуют, а как поверхность очистилась,
ингибиторы быстро адсорбируются и
предотвращают избыточное перетравление
самого Ме. В качестве ингибиторов
применяют в основном органические
вещества: уротропин и его производные.
Они идут под различными торговыми
названиями: ПБ-5. При травлении
высокоуглеродистых сталей, на поверхности
травленных деталей может оставаться
серый налет в виде продуктов травления,
которые тяжело удаляются с поверхности.
Эту пленку можно удалять механически,
электрохимически – применяя анодное
и катодное травление. При катодном
травлении процесс ведут в области
выделения H2
в растворах 20%-ной H2SO4.
За счет выделяющегося H2,
поверхностная пленка быстро удаляется
с поверхности и лишь затем механически
очищается, но при таком травлении
склонность к наводораживанию, поэтому
применяют анодное травление. Процесс
в H2SO4,
но в транспассивной области, где частично
подрастворяется Ме и выделяется O2,
который разрыхляет пленку продуктов
травления, более безопасный. Для цветных
Ме универсального травильного раствора
нет. Al травят в щелочи, Zn в 20%-ной H2SO4,
Mg
в HNO3,
Pd
в смеси HF+HBF4,
Ti
в
 HNO3
или H2SO4.
Для
каждого цветного Ме используют растворы
из литературы. Время травления не более
5-7 минут, обычно 3-5. Разновидностью
процесса травления является операция
декапирования или активации. Цель –
удаление легких, быстро сформировавшихся
оксидов непосредственно в технологической
линии в процессе переноса детали из
ванны в ванну. Процесс в разбавленной
HCl (50-100 г/л) или в H2SO4
(~50-100
г/л). В этом случае тонкая оксидная
пленка быстро удаляется, а кристаллическая
структура выявляется перед Ме-П, длится
30-60 секунд.
HNO3
или H2SO4.
Для
каждого цветного Ме используют растворы
из литературы. Время травления не более
5-7 минут, обычно 3-5. Разновидностью
процесса травления является операция
декапирования или активации. Цель –
удаление легких, быстро сформировавшихся
оксидов непосредственно в технологической
линии в процессе переноса детали из
ванны в ванну. Процесс в разбавленной
HCl (50-100 г/л) или в H2SO4
(~50-100
г/л). В этом случае тонкая оксидная
пленка быстро удаляется, а кристаллическая
структура выявляется перед Ме-П, длится
30-60 секунд.