

Условия получения компактных поликристаллических осадков
Такие
осадки получаются при весьма сильно
отклоненном от равновесия электродном
Ɛ катода, и скорость образования
кристаллических зародышей намного
больше линейного роста. Скорость
линейного роста определяется поставкой
разряжающихся ионов к растущим граням
кристалла. Первоначально рост идет на
наиболее выгодных участках, там силовые
линии тока гуще, процесс идет быстрее,
но и быстрее истощается область по
разряжающимся ионам. Силовые линии
перемещаются на другие участки, где
есть запас по ионам. На 1-ом участке
катодная плотность тока падает, Ɛ
снижается и возникает возможность
адсорбции ПАВ. Т.е. при восстановлении
концентрации ионов Ме на 1-ом участке
процесс осаждения будет проходить при
большей
 ,
т.к. ПАВ закрыли поверхность, образовались
кристаллы зародышей, которые вновь
будут расти до момента возникновения
концентрационных ограничений по
разряжающимся ионам. За счет периодического
перемещения силовых линий с одних
участков на другие и адсорбции ПАВ,
получаются мелкокристаллические
плотноупакованные покрытия. В качестве
ПАВ - различные коллоиды и гидроксиды,
действие их аналогично. Компактные
осадки будут получаться, когда не
достигается
,
т.к. ПАВ закрыли поверхность, образовались
кристаллы зародышей, которые вновь
будут расти до момента возникновения
концентрационных ограничений по
разряжающимся ионам. За счет периодического
перемещения силовых линий с одних
участков на другие и адсорбции ПАВ,
получаются мелкокристаллические
плотноупакованные покрытия. В качестве
ПАВ - различные коллоиды и гидроксиды,
действие их аналогично. Компактные
осадки будут получаться, когда не
достигается
 ,
обусловленная поставкой ионов из объема
раствора к катоду, т.е. рабочая плотность
тока должна быть меньше предельной
плотности тока.
,
обусловленная поставкой ионов из объема
раствора к катоду, т.е. рабочая плотность
тока должна быть меньше предельной
плотности тока.
Лекция 5: 7.10.2015
Распределение Me и тока по катодной поверхности. Понятие о рассеивающей способности.
Одним из недостатков технологии электроосаждения является неравномерность осаждения покрытий по толщине, особенно на сложно профилированных деталях. Неравномерность приводит к перерасходу цветных Me, снижению антикоррозионных и функциональных свойств. В случае осаждения драгоценных Me, неравномерность приводит к избыточному росту толщины покрытия на тех участках детали, где излишняя толщина не нужна.
Практически
всегда на близких участках детали или
катода, покрытие будет садиться более
толстым, чем на удаленных/углубленных.
Т.к. расстояние до близлежащих меньше,
чем дальних, меньше сопротивление
столба электролита, то сила или плотность
тока на близлежащих участках будет
выше, а это предполагает осаждение
более толстого слоя покрытия. Распределение
тока или Me
по катодной поверхности связанное
только с геометрическими параметрами,
т.е. с разноудаленностью называется
первичным
распределением ( ).
).
 =
= =
= =
= - связано только с геометрией.
- связано только с геометрией.
Но
существует понятие вторичного
распределения ( )
– это реальное распределение тока или
Me
по катодной поверхности:
)
– это реальное распределение тока или
Me
по катодной поверхности:
 =
= =
= =
= - определяется на опыте.
- определяется на опыте.
 зависит
от многих факторов: состава электролита,
режима процесса и им можно управлять,
делая покрытие более равномерным, чем
оно могло бы быть, исходя только из
геометрических параметров.
зависит
от многих факторов: состава электролита,
режима процесса и им можно управлять,
делая покрытие более равномерным, чем
оно могло бы быть, исходя только из
геометрических параметров.
Соотношение
 и
и
 определяет
параметр – рассеивающая способность
(РС) электролита, показывает степень
отношения реального
определяет
параметр – рассеивающая способность
(РС) электролита, показывает степень
отношения реального
 к
к
 и выражается в %: РС=
и выражается в %: РС=
 ∙100%.
∙100%.
 - отношение расстояний,
- отношение расстояний,
 –
реальное отклонение толщин или плотностей
тока. Идеальное распределение, т.е.
одинаковая толщина достигается, когда
–
реальное отклонение толщин или плотностей
тока. Идеальное распределение, т.е.
одинаковая толщина достигается, когда
 стремится или равно 1.
стремится или равно 1.
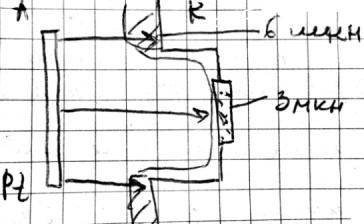
Близкая по понятию величина – это кроющая способность (КС). В отличие от РС она показывает возможность электролита давать покрытие в труднодоступных местах или углублениях без учета равномерности толщины.

I
– в углу покрытие есть, большая разницы
толщин; II
– в углу покрытия нет, равномерность
толщины.
 .
Даже на плоских деталях часто наблюдается
неравномерность толщины, связанная с
появлением краевого эффекта. За счет
сосредоточения силовых линий именно
по краям детали получается, что толщина
покрытий на краях может быть намного
больше, чем в центре детали.
.
Даже на плоских деталях часто наблюдается
неравномерность толщины, связанная с
появлением краевого эффекта. За счет
сосредоточения силовых линий именно
по краям детали получается, что толщина
покрытий на краях может быть намного
больше, чем в центре детали.

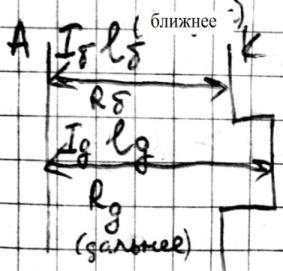
Чем хуже РС, тем больше будет разнотолщинность, даже на плоской детали. Величину РС можно выразить через некоторые электрохимические параметры, которыми можно управлять.
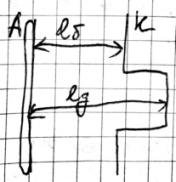
Выразим
напряжение, которое будет реализовываться
в ванне или ячейке на ближнем или дальнем
участке:
 ,
,
 ,
,
 ,
параллельное соединение, поэтому
,
параллельное соединение, поэтому
 .
.
Анод плоский, Ɛ на всей поверхности примерно одинаковый, поэтому:
 ,
,
 =
= ;
; =
= .
.
 =
= , тогда
, тогда
 .
.
 =
= ,
делим на
,
делим на
 и выявляем, что:
и выявляем, что: =
=
 =
=
 +
+
 .
Выразим
.
Выразим
 через
через
 :
:
 =
= ,
,
 =
= .
.
Вторичное
распределение:
 =
= +
+
 ,
переходим к исходной формуле РС: РС=
,
переходим к исходной формуле РС: РС=
 =
=
 =
=

Изменение
потенциала (в данном случае
 )
приходящееся на единицу тока или
плотности тока - величина поляризуемости
(Рк)
- это сопротивление протеканию электрохим.
процесса, которое зависит от многих
факторов. Поляризуемостью можно
управлять, она непостоянна – это хорошо.
)
приходящееся на единицу тока или
плотности тока - величина поляризуемости
(Рк)
- это сопротивление протеканию электрохим.
процесса, которое зависит от многих
факторов. Поляризуемостью можно
управлять, она непостоянна – это хорошо.
Величина,
обратная от сопротивления –
электропроводность электролита и
поэтому РС=Рк∙χ
, а электропроводность тоже изменяема.
Если использовать величину удельной
электропроводности и величину плотности
тока, то размерность такого произведения
– см, и произведение (Рк∙χ)
часто сравнивают с величиной расстояния
до ближнего участка катода. Если
расстояние до ближнего участка больше
 >>>>
Рк∙χ, то распределение покрытия будет
определяться только геометрическими
параметрами и разноудаленностью. И
наоборот,
>>>>
Рк∙χ, то распределение покрытия будет
определяться только геометрическими
параметрами и разноудаленностью. И
наоборот,
 <<<<Рк∙χ,
покрытие стремится к идеальному
распределению. В некоторых источниках,
геометрический и электрохим.параметры
выражают через критерий Вагнера: χ∙Рк∙
<<<<Рк∙χ,
покрытие стремится к идеальному
распределению. В некоторых источниках,
геометрический и электрохим.параметры
выражают через критерий Вагнера: χ∙Рк∙ .
.
Распределение
Me
и распределение тока на катодной
поверхности будут совпадать между
собой в том случае, если Вт=100% или Вт не
зависит от плотности тока. Это достигается
не всегда:
 =
= =
= .
Помимо электрохимических параметров
нужно также знать зависимость Вт от
применяемой плотности тока. Учет выхода
по току: РС=[1-
.
Помимо электрохимических параметров
нужно также знать зависимость Вт от
применяемой плотности тока. Учет выхода
по току: РС=[1- (1- Рк∙χ)], а когда выхода по току равны
или 100%, то формула превращается в
исходное состояние.
(1- Рк∙χ)], а когда выхода по току равны
или 100%, то формула превращается в
исходное состояние.