

1.14. Материалы резьбовых деталей и допускаемые напряжения:
Основной материал резьбовых деталей – конструкционные и легированные стали. При выборе материала учитывают характер нагрузки, способ изготовления и объем производства. Крепежные детали общего назначения изготавливают из низко- и среднеуглеродистых сталей. Такие стали обладают высокой пластичностью и применяются в серийном производстве при холодной высадке или штамповке заготовок для резьбовых изделий с последующей накаткой резьбы. Легированные стали применяют для изготовления высоконагруженных деталей, работающих при переменных и ударных нагрузках. Стальные винты и шпильки изготавливают 12-ти классов прочности.
Допускаемые напряжения
![]() при
действии на резьбовое соединение
постоянной нагрузки выбирают в зависимости
от предела текучести
материала
винта (болта):
при
действии на резьбовое соединение
постоянной нагрузки выбирают в зависимости
от предела текучести
материала
винта (болта):
![]() ,
,
Где S – коэффициент запаса,
принимаемый равным 1,5….2,5. Меньшие
значения S применяют при
контроле силы затяжки с помощью
динамометрических ключей или ключей
предельного момента и повышенной
точности расчета. Для винтов малых
диаметров (![]() мм)
при отсутствии контроля силы затяжки
верхний предел запаса прочности
увеличивают до 4, поскольку сила затяжки
в этом случае определяется квалификацией
рабочего и может быть существенно
повышена по сравнению с расчетной.
мм)
при отсутствии контроля силы затяжки
верхний предел запаса прочности
увеличивают до 4, поскольку сила затяжки
в этом случае определяется квалификацией
рабочего и может быть существенно
повышена по сравнению с расчетной.
1.15. Сварные соединения, достоинства и недостатки, область применения. Типы сварных швов, виды сварных соединений, методы сварки:
Сварные соединения – наиболее рациональный и распространенный вид неразъемных соединений, приближающий по форме составные детали к целым. Их широко применяют в строительстве и машиностроении.
Достоинства:
- возможность получения изделий больших размеров
- минимальная масса по сравнению с литыми деталями, с клепанными деталями
- достаточно дешевый способ соединения в условиях единичного и мелкосерийного производства
- простота технологического оборудования
- возможность получения герметичных швов
Недостатки:
- вероятность возникновении при сварке плавлением различных дефектов швов
- трудность контроля качества: для всех сварных швов визуального контроля, а для изделий ответственного назначения особого контроля (ультразвуковой, рентгеновский и т.д.)
- возникновение остаточных напряжений вследствие термических деформаций от неравномерного нагрева
- не все материалы свариваются
- изменение механических свойств в околошовной зоне
Типы сварных швов:
- стыковые
- угловые
- точечные
- шовные
Виды сварных соединений:
- стыковые
- нахлесточные
- тавровые
- угловые
Методы сварки:
- злектрическая
- механическая
- контактная
- шовная
- холодная
- плавлением
- газовая
- электро-шлаковая
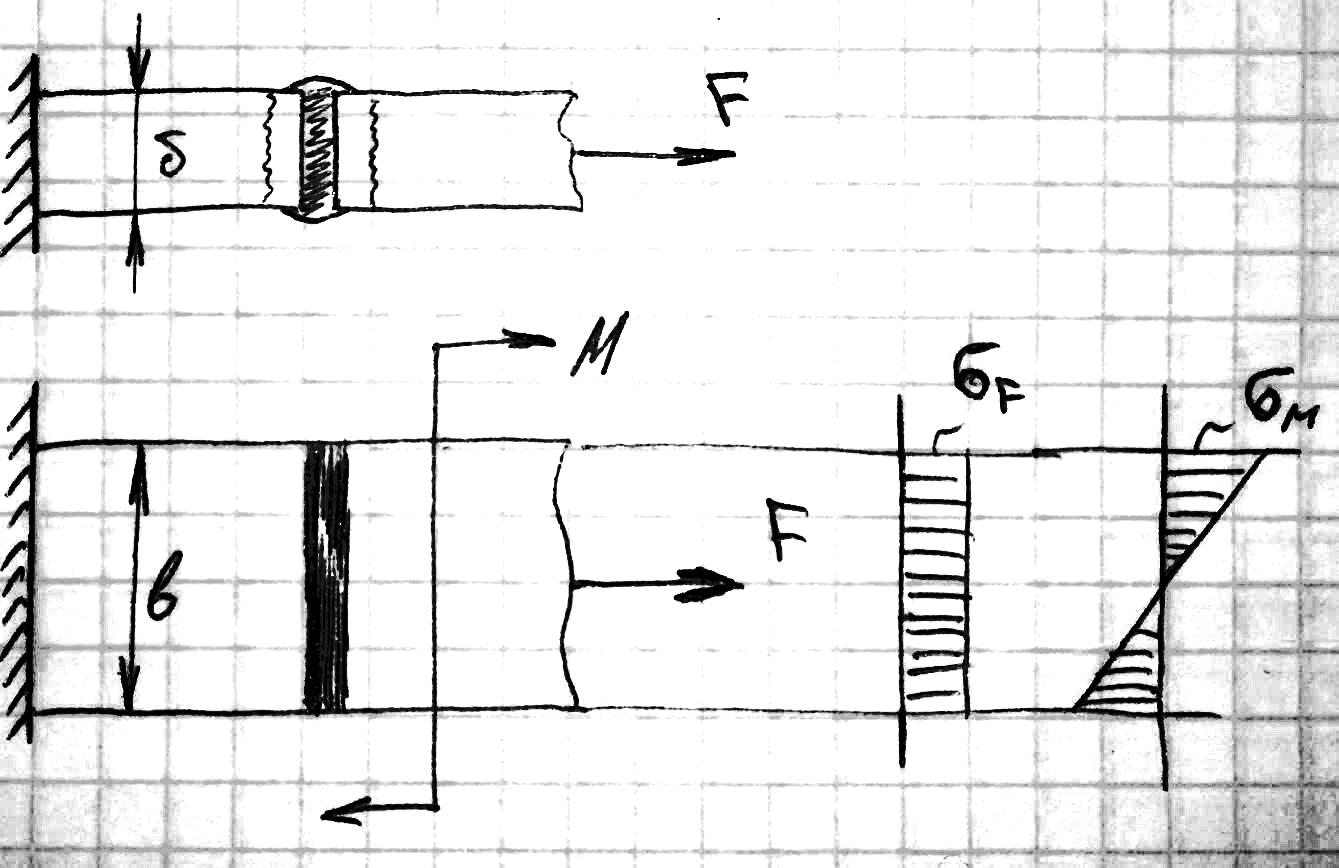
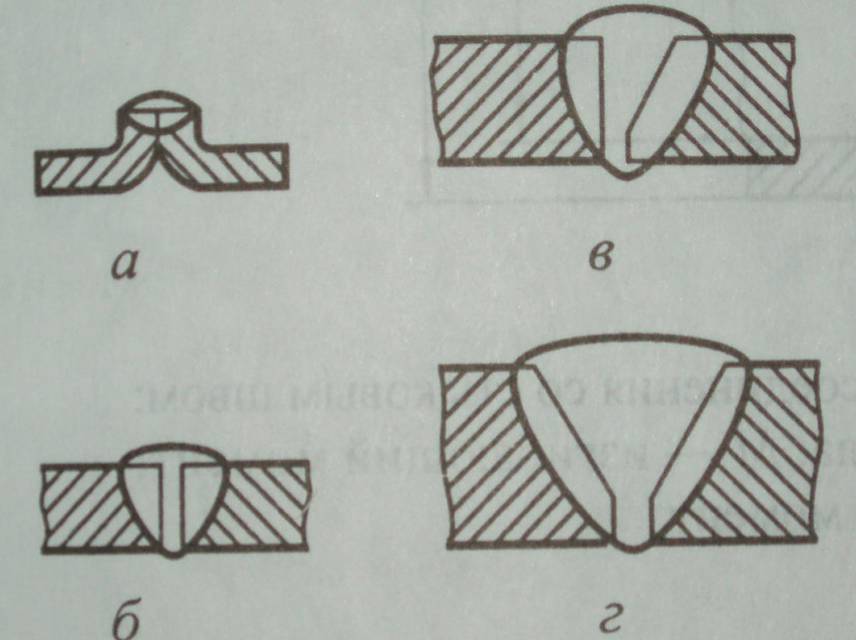
1.16. Стыковые соединения. Расчет соединений, нагруженных растягивающей (сжимающей) силой, изгибающим моментом и силой + момент:
 Образуются
при полной проварке стыка торцов
соединяемых деталей с помощью дуговой
или контактной электросварки. Полный
и бездефектный провар стыка обеспечивает
равнопрочность сварного шва и соединяемых
деталей. Для этого кромки деталей
механически обрабатывают: при малой
толщине <1 мм выполняют отбортовку,
при толщине до 16 мм кромки не разделывают,
а если толщина соединяемых деталей
больше 16 мм , то кромку механически
разделывают.
Образуются
при полной проварке стыка торцов
соединяемых деталей с помощью дуговой
или контактной электросварки. Полный
и бездефектный провар стыка обеспечивает
равнопрочность сварного шва и соединяемых
деталей. Для этого кромки деталей
механически обрабатывают: при малой
толщине <1 мм выполняют отбортовку,
при толщине до 16 мм кромки не разделывают,
а если толщина соединяемых деталей
больше 16 мм , то кромку механически
разделывают.
 Разрушение
происходит в околошовной зоне по
основному материалу. Расчет ведут по
номинальному сечению.
Разрушение
происходит в околошовной зоне по
основному материалу. Расчет ведут по
номинальному сечению.
Из условия прочности:
![]()
Где
![]() - допускаемое напряжение для сварного
шва, зависит от метода сварки.
- допускаемое напряжение для сварного
шва, зависит от метода сварки.